
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. ФОРМОВОЧНЫЕ УКЛОНЫ И ПРИПУСКИ НА УСАДКУ СПЛАВОВ
Формовочные уклоны. Припуски на усадку сплава.
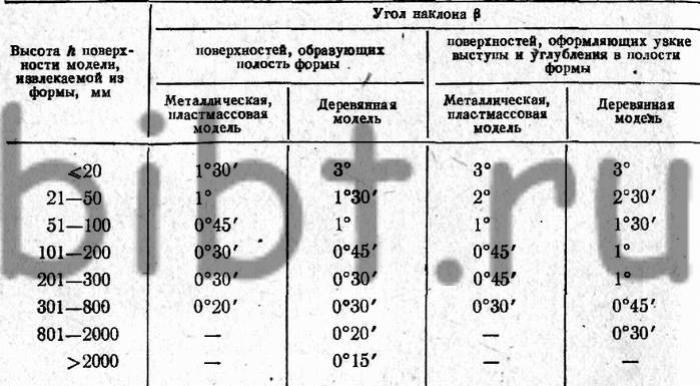
Формовочными называют уклоны, выполненные на вертикальных стенках моделей, некоторых стержневых ящиков, а также на углублениях и выступах элементов модельного комплекта. Формовочные уклоны на рабочих поверхностях делают в том случае, если в отливке не предусмотрены конструктивные уклоны. Формовочные уклоны выбирают по ГОСТ 3212—57* и выполняют в направлении извлечения модели из формы или стержня из стержневого ящика.
Формовочные уклоны (табл. 19) выполняют:
на обрабатываемых поверхностях за счет увеличения размера отливки сверх припуска на механическую обработку;
на необрабатываемых поверхностях, которые не сопрягаются с другимидеталями, за счет одновременного увеличения и уменьшения номинального размера отливки, начиная с его середины;
на необрабатываемых поверхностях, которые сопрягаются с другими деталями, соответственным увеличением или уменьшением номинального размера сопрягаемых отливок на величину уклона.
19. Формовочные уклоны
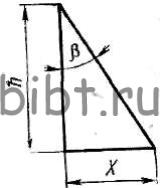
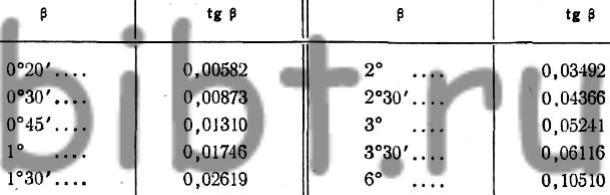
Для получения более точных линейных размеров уклона пользуются величиной tg β (табл. 20), например, при h=30 мм, β=2°, X=h tg β = 30 • 0,03492= 1,0476 мм.
20. Числовые значения tg β
Припуски на усадку сплава.
Усадкой называют уменьшение объема сплава при переходе его из жидкого состояния в твердое. Одни и те же сплавы могут давать различную усадку, зависящую от размеров и сложности отливок, а также применяемых при их изготовлении формовочных и стержневых смесей. Так, крупные и круглые отливки практически не дают усадки по диаметру, в то время как по высоте она имеется. В сложных отливках, имеющих полости и ребра, линейная усадка получается неполной ввиду торможения ее со стороны формы. Величину усадки выражают в процентах (табл. 21) и проставляют на чертеже литой детали.
При изготовлении модельных комплектов, размеры которых должны быть больше размеров литой детали, указанных на чертеже, применяют специальные усадочные линейки.
21. Линейная усадка
| Сплав | Характеристика габаритных размеров отливки | Весовая группа отливки | Линейная усадка, % |
| Серый чугун | Мелкие Средние Крупные, очень крупные |
I II III, IV |
0,75-1,0 0,5-1,0 0,5-0,75 |
| Углеродистая сталь | Мелкие Средние Крупные, очень крупные |
I II III, IV |
1,5-2,2 1,5-2,0 1,4-1,8 |
| Медные сплавы | Мелкие Средние Крупные |
I II III |
1,5-1,8 1,0-1,5 0,75-1,0 |
Алюминиевые и магниевые сплавы |
Мелкие Средние Крупные |
I II III |
1,0-1,2 0,75-1,0 0,5-1,0 |