
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Литейные опоки (ГОСТ 2133-75).
Их классифицируют (ГОСТ 2133—75) на типы, виды, категории и группы.
В зависимости от способа изготовления опоки делят на типы:
I — цельнолитые из стали, чугуна и легких сплавов;
II—сварные из стандартного и специального проката или стальных литых элементов;
III—свертные из стали и чугуна.
По конфигурации (контуру в свету) бывают опоки трех видов: прямоугольные (или квадратные), круглые и фасонные.
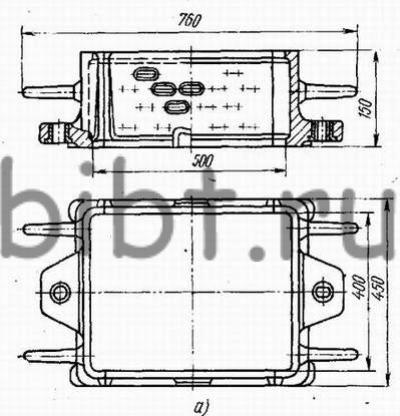
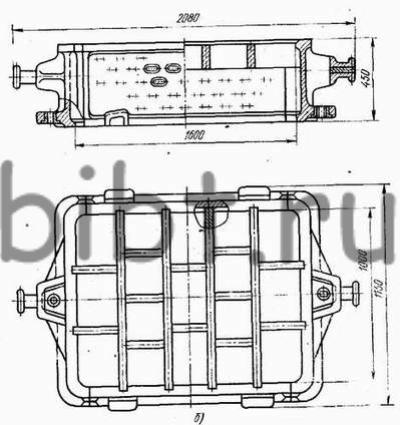
Рис. 23. Ручная (а) и крановая (б) опоки
Ручные опоки (рис. 23, а), имеющие массу без формовочной смеси до 30 кг, относят к 1-й категории; комбинированные — массой до 60 кг с устройствами для ручного и кранового подъема —ко 2-й категории; опоки массой свыше 60 кг крановые (рис. 23, б) —к 3-й категории.
Опоки, предназначенные для вертикальной заливки, в боковых или торцовых стенках имеют прорези для выполнения каналов литниковой системы и специальные устройства (скобы, цапфы) для поворота опок под заливку. Такие опоки используют и для горизонтальной заливки форм.
Для удержания смеси в крупных и средних опоках делают ребра (крестовины), а также отбортовки и ребра на боковых и торцовых стенках. Крестовины выполняют со стороны набивки опоки формовочной смесью.
Для вывода газов из формы при заливке их расплавом, а также для уменьшения массы на боковых и торцовых стенках опок делают круглые или овальные отверстия, располагаемые в шахматном порядке.
Для центрирования опок имеются ушки с центрирующими втулками или штырями; для подъема и перемещения — скобы, цапфы, ручки.
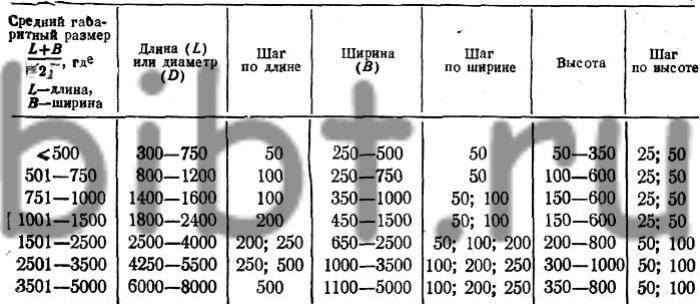
Размеры и конструкция опок нормализованы (табл. 90).
90. Размеры нормализованных опок, мм
Ориентировочные данные по массе нормализованных опок с формовочной смесью и без нее приведены в табл. 91.
91. Ориентировочные данные по массе литейных опок
| Размер опоки в свету, мм | Высота опоки, мм | Масса опоки, кг | Масса полуформы с формовочной смесью, кг | |
| верхней или нижней | верхней или нижней | верхней | нижней | |
| 450X350 | 150 150 |
22 22 |
45 | 45 |
| 800X650 | 300 300 |
200 200 |
460 | 460 |
| 1200X900 | 250 600 |
250 350 |
690 | 1390 |
| 1400Х1000 | 250 450 |
380 500 |
940 | 1540 |
| 1500X1000 | 300 400 |
550 620 |
1270 | 1410 |
| 1500Х1000 | 300 500 |
550 675 |
1270 | 1650 |
| 1550X1200 | 450 600 |
625 850 |
1950 | 2625 |
| 1600X1600 | 350 500 |
1275 1575 |
2400 | 3200 |
| 1800Х1000 | 300 450 |
600 725 |
1640 | 2150 |
| 2200X2200 | 400 500 |
2850 3400 |
5850 | 7300 |
| 2800X1200 | 350 500 |
1200 1350 |
2200 | 2500 |
| Диаметр 3000 | 350 500 |
3000 4800 |
6500 | 9300 |
| 3000X1500 | 350 700 |
1650 2750 |
4500 | 8500 |
| 3000X2500 | 450 600 |
5000 6200 |
10500 | 13500 |
| 3500X1200 | 450 600 |
3600 4550 |
6500 | 8450 |
| 3500X1500 | 400 700 |
4450 5700 |
8300 | 12400 |
| 4500X2000 | 450 600 |
6400 7700 |
12900 | 16400 |
| 6000X1600 | 450 700 |
6500 8000 |
12700 | 17500 |
Спаривание и центрирование опок выполняют с помощью штырей (см. эскиз к табл. 96, формовка по неразъемной модели), которые бывают съемными и закрепленными на опоке. Штыри должны обеспечивать плавность соединения опок и не допускать перекоса. Для легкого и правильного сопряжения одну втулку опоки делают круглой, вторую — овальной. Втулки и штыри должны быть закаленными и не иметь дефектов.
Опоки периодически осматривают и ори наличии дефектов ремонтируют или бракуют.