| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. РУЧНАЯ ФОРМОВКА. Технологические операции ручного изготовления литейных форм.
Основные технологические операции (табл. 92) ручного изготовления литейных форм универсальны и применяются три любом способе ручной формовки (табл. 96). Наиболее важными являются операции заполнения формовочной смесью опоки с моделью и уплотнения смеси. Уплотнение должно быть проведено равномерно по всему объему опоки. Недостаточное или неравномерное уплотнение приводит к браку отливок.
92. Технологические операции ручной формовки литьевых форм
Операция |
Содержание работ |
Подготовка модели к формовке |
Наружный осмотр модели, проверка комплектности отъемных частей. На рабочих поверхностях модели не допускаются трещины, сколы, вмятины и другие дефекты. Модель очищают от остатков смеси и наносят на нее разделительное покрытие |
Установка холодильников |
Холодильники должны быть чистыми и не иметь дефектов. Раковины и ужимины на рабочей поверхности, коррозия, трещины и сколы не допускаются. Со стороны литниковой системы проставляют 2—3 неиспользованных ранее холодильника. При нескольких рядах холодильников их устанавливают в шахматном порядке через 2—3 мм |
Операция |
Содержание работ |
Подготовка и установка элементов литниковой системы |
Наружный осмотр и проверка комплектности элементов литниковой системы. При необходимости выполняют подгонку универсальных литниковых стержней и керамических элементов. На модели элементов литниковой системы наносят разделительное покрытие |
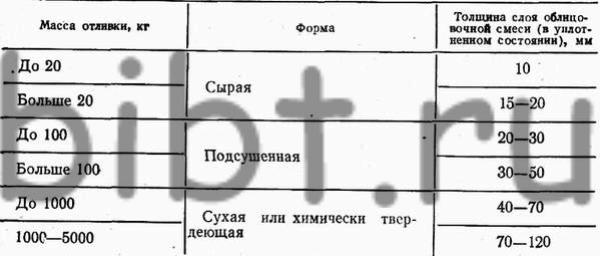
Нанесение слоя облицовочной смеси |
Облицовочную смесь наносят ровным слоем на поверхности модели и модельных элементов литниковой системы. Наименьшая толщина облицовочного слоя: для мелких модельных комплектов— 10—30 мм; для средних — 30—50 мм; для крупных — 40—120 мм (см. также табл. 93). При уплотнении смеси не допускается смещение холодильников элементов литниковой системы, отъемных частей |
Операция |
Содержание работ |
Простановка крючков |
В выступающие части формы, некоторые места вертикальных стенок, а также в верхнюю полуформу проставляют металлические крючки (иногда деревянные) различной длины. Крючки предварительно обмазывают раствором белой глины. На вертикальных стенках крючки устанавливают под углом 60—80° через 100—200 мм. Расстояние от модели до крючка 15—30 мм |
Заполнение опоки наполнительной смесью |
Уплотнение смеси выполняют пневматической трамбовкой послойно (толщина слоя 80—150 мм). Смесь подается пескосыпом (очень редко вручную) |
Операция |
Содержание работ |
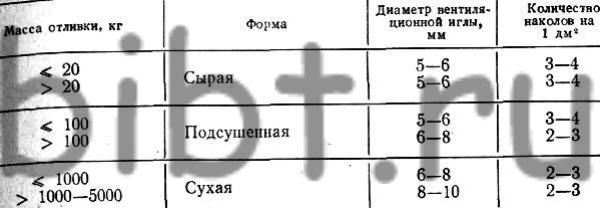
Вентиляция форм |
Вентиляционные каналы выполняют вентиляционными иглами. Расстояние между, каналом и поверхностью модели 10—60 мм (ст. также табл. 94) |
Извлечение модели из формы |
Перед извлечением модели формовочную смесь слегка увлажняют по периметру формы. Извлечение модели выполняют с предварительным обстукиванием или расталкиванием модели |
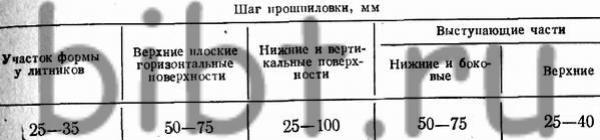
Отделка, прошпиливание , и окраска форм |
В форме заглаживают швы, образующиеся между отъемными частями. Наиболее поврежденные или недостаточно уплотненные при формовке места исправляют формовочной смесью с применением клея. При ремонте используют специальные шаблоны-оправки, деревянные линейки и др. Исправленные и выступающие места прошпиливают (см. табл. 95). После отделки форму покрывают припылами или окрашивают |
93. Оптимальная толщина облицовочного слоя литьевой формы
94. Нормы вентиляции литьевых форм
95. Нормы прошпиливания форм