
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Основные способы ручной формовки литьевых форм
96. Основные способы ручной формовки
Графическое изображение |
Особенности и применение |
| Открытая формовка в почве по мягкой постели | |
|
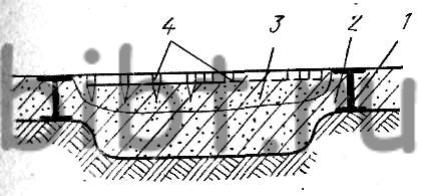
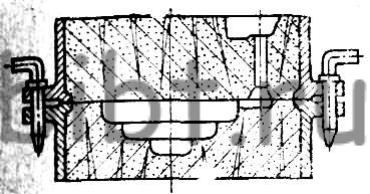
Формуют без верхней полуформы по мягкой постели, по краям которой имеются направляющие металлические или деревянные 1. Котлован постели заполнен облицовочной 3 и наполнительной 2 смесью. Модель 4 осаживают на всю высоту в слой смеси ударами деревянных киянок. Вокруг модели формовочную смесь, доуплотняют и выполняют вентиляционные каналы. Модель извлекают, производят отделку, окраску и сушку (если необходимо) формы. Применяют для получения неответственных небольшой высоты отливок (плиты, подкладки, каркасы для стержней и др.) |
| Закрытая формовка в почве по твердой постели | |
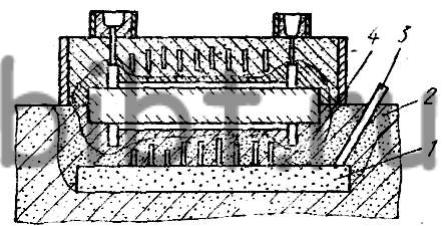 |
Формуют с верхней полуформой. В яму (котлован) засыпают слой (50—150 мм) кокса, гари или шлака. Затем выводят вентиляционные трубы 3 диаметром 50—70 мм, насыпают и уплотняют слой (80—120 мм) наполнительной 2 и слой* (50—70 мм) облицовочной 4 смеси. Устанавливают модель, элементы литниковой системы, верхнюю опоку. Положение опоки фиксируют клиньями. Изготовляют верхнюю полуформу, снимают ее, извлекают модель, выполняют окраску, отделку и сушку формы. Формовку в почве большей частью производят в сборно-разборных кессонах; Это уменьшает расход смеси, снижает трудоемкость работ. Применяют способ для изготовления крупных отливок |
| Формовка по шаблону | |
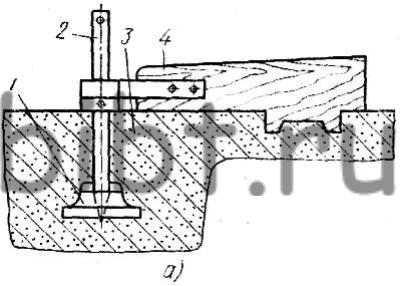 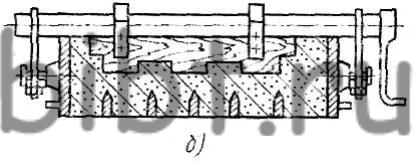 |
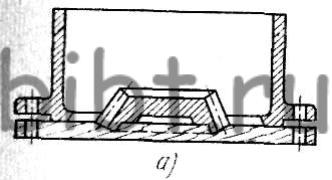
В почве (эскиз, а) устанавливают вертикально подпятник 1 со шпинделем 2, вокруг которого изготовляют постель 3. Уплотненную смесь выгребают вращением шаблона 4, образуя наружную цилиндрическую поверхность отливки. Возможна формовка с применением горизонтально расположенного шпинделя (эскиз, б). Способ применяют для единичного производства отливок постоянного сечения |
| Формовка по неразъемной модели | |
 |
Модель размещают в нижней полуформе, а в верхней располагают шлакоуловитель, стояк, литниковую чашу (воронку). Применяют способ при изготовлении отливок простой конфигурации |
| Формовка по неразъемной модели в опоках с подмодельным щитком | |
 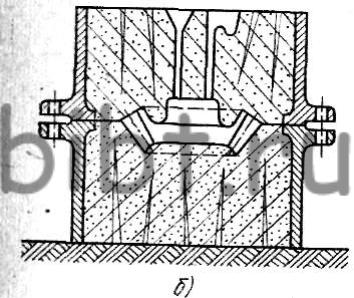 |
Модель со стороны плоскости разъема формы имеет выступы. Такую модель устанавливают на деревянный или гипсовый щиток с вырезом, повторяющим контур выступов (а). После формовки нижней (или верхней) полуформы ее кантуют на 180°, щиток снимают, освобождая для формовки скрытую часть модели. Способ формовки используют в случаях, когда нельзя изготовить разъемную модель (б) |
| Формовка по неразъемной модели в опоках с подрезкой | |
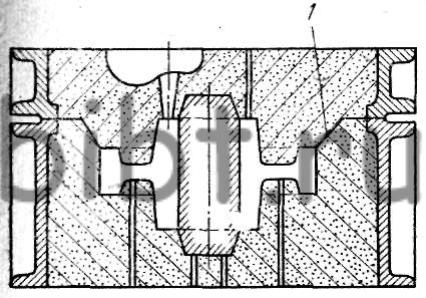 |
Модель со стороны плоскости разъема формы имеет углубления, поднутрения. Разъем форм фигурный (криволинейный) . Особенность формовки заключается в подрезке части смеси по линии 1 после изготовления нижней (или верхней) полуформы. Подрезку не выполняют при установке деревянного (или из другого материала) бруска, повторяющего форму и контуры подрезки. Способ формовки используют при изготовлении отливок любого габаритного размера как при формовке в опоках, так и в почве. |
| Формовка по разъемной модели в опоках | |
 |
Модель разъемная, состоит из двух частей. Одну половину модели размещают в нижней опоке, другую — в верхней. При недостаточной высоте двух опок применяют третью опоку, неимеющую крестовин. При формовке нижнюю половину модели устанавливают на модельные щитки или плиты. После формовки нижнюю полуформу кантуют на 180°. Устанавливают на нижнюю половину модели верхнюю и изготовляют верхнюю полуформу. Способ формовки применяют при изготовлении отливок любого габаритного размера и сложности |
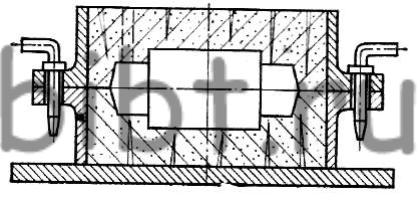
| Формовка в опоках по модели, имеющей две плоскости разъема | |
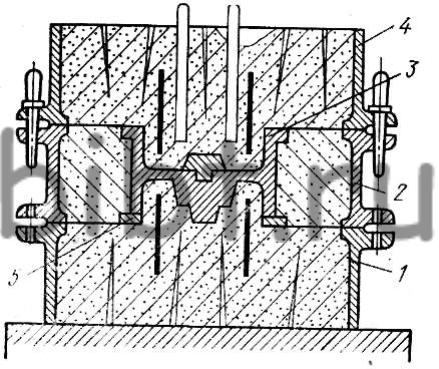 |
Модель 3 не может быть извлечена из формы в одном направлении, а применение стержня неэкономично. В этом случае формуют в трех опоках. Средняя опока 2 не имеет крестовин. Первой изготовляют среднюю часть формы, на нее накладывают нижнюю опоку 1. После кантовки двух частей формы изготовляют третью верхнюю часть формы в опоке 4, Затем производят съем верхней части и извлечение верхнего отъемного фланца и модели. После снятия средней части из формы вынимают фланец |
Примечания:
1. При формовке в почве и опоках отъемные части извлекают после модели в порядке их нумерации.
2. Для изготовления мелких отливок ручным (или машинным) способом применяют формовку в съемных опоках.