
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Технологический процесс ручного изготовления форм в парных опоках
Технологический процесс ручного изготовления форм в парных опоках по неразъемной модели выполняют в такой последовательности (рис. 5):
устанавливают на подмодельный щиток 1 очищенную и смазанную керосином неразъемную модель 2 отливки (рис. 5, а) и опоку 3;
припудривают модель 2 отливки тальком или ликоподием и насыпают на нее через сито слой (20—50 мм) облицовочной формовочной смеси, а затем лопатой 4 — слой (50—80 мм) наполнительной формовочной смеси 5 и уплотняют ее (рис. 5, б);
оставшийся объем опоки заполняют наполнительной формовочной смесью, уплотняют ее трамбовкой 6 (рис 5, в) и срезают излишки смеси линейкой;
душником 7 в нижней половине формы накалывают вентиляционные каналы (рис. 5, г) так, чтобы они на 10— 20 мм не доходили до модели;
нижнюю половину формы вместе с моделью отливки поворачивают на 180° и устанавливают ее на формовочный плац (рис. 5,(9);
на нижней опоке по штырям 10 закрепляют верхнюю опоку 9, модель отливки припудривают ликоподием или тальком из мешочка 8 (рис. 5, е), а плоскость разъема формы через сито 11 (рис. 5, ж) покрывают тонким слоем сухого песка,
устанавливают модель стояка 12, наносят слой облицовочной формовочной смеси и формуют верхнюю половину формы аналогично нижней;
в верхней половине формы вырезают литниковую чашу 13 (рис. 5, з), извлекают модель стояка, снимают верхнюю половину формы, поворачивают ее на 180° и отставляют в сторону;
с разъема формы сметают щеткой разделительный песок и гладилкой 14 прорезают питатели литниковой системы (рис. 5, и);
в модель отливки вбивают (или ввинчивают) подъем 15 и после обстукивания модели извлекают ее из формы (рис. 5, к);
при необходимости полость 16 нижней полуформы (рис. 5, л) отделывают, затем накрывают ее верхней полуформой, накладывают на собранную форму грузы 17 (рис. 5, ж) и заливают в полость расплав. На рис. 5, н изображена отливка 18 с элементами литниковой системы.
Для машинного изготовления разовых песчаных форм используют пескометы, встряхивающие, встряхивающие с допрессовкой, прессовые, вибропрессовые машины, автоматы и автоматические линии.
Формы изготовляют в опоках. Применяют также и формовку, при которой формы уплотняют в съемных опоках, удаляемых перед заливкой расплава.
Формы крупных отливок часто выполняют в литейных кессонах — в бетонированных ямах с регулируемой по размерам полостью. Для такой формовки применяют песчаные смеси или готовые блоки стержней.
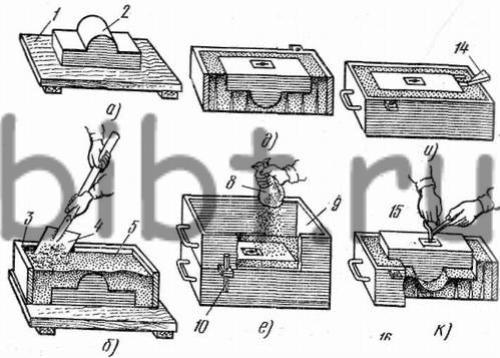
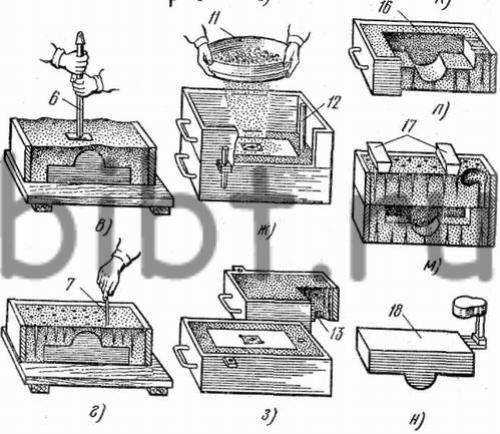
Рис. 5. Последовательность выполнения операций формовки в парных опоках по неразъемной модели