
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ И ФОРМ
Формовку стержней в единичном и мелкосерийном производстве выполняют вручную с использованием смесей, требующих тепловую сушку. На рис. 4 схематично изображен пример изготовления крупного стержня с последующей сушкой. Вначале для предотвращения прилипания стержневой смеси стенки ящика 2 покрывают керосином. В выступающих частях стержня размещают стальные крючки 3 и вдавливают в смесь торцы каркаса 1, смазанного раствором глины (рис. 4, а).
Для оформления полости под пористый наполнитель 6 в ящик устанавливают модель 4, а пространство между стенками модели и ящика засыпают стержневой смесью (рис. 4, б). После уплотнения смеси из стержня удаляют модель 4 и со стороны образовавшейся полости накалывают душником вентиляционные каналы 5. Затем полость заполняют пористым наполнителем 6 и формуют верхнюю часть стержня (рис. 4, в).
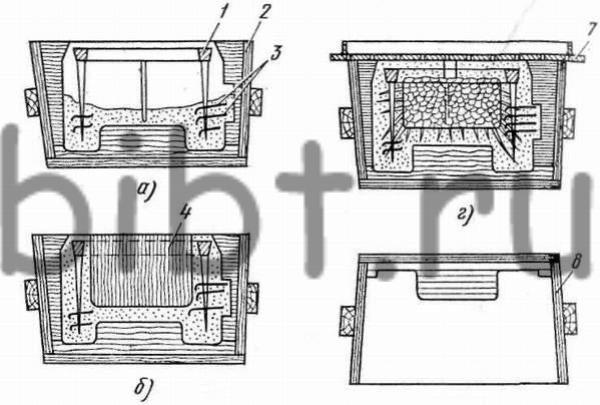
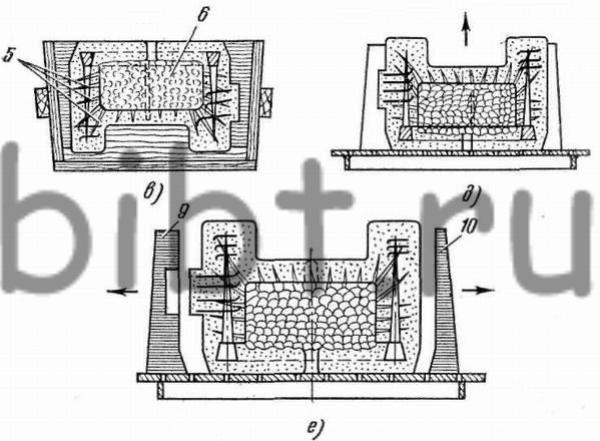
Рис. 4. Операции изготовления стержня в вытряхном ящике
После этого на ящик со стержнем накладывают сушильную плиту 7 (рис. 4, г), кантуют ящик вместе с сушильной плитой на 180°, снимают коробку 8 (рис. 4, д) и после обстукивания — стенки 9, 10 ящика (рис. 4, е). Готовый стержень отделывают и сушат.
В крупносерийном и массовом производстве стержни массой до 100 кг формуют на пескодувных и пескострельных стержневых машинах из смесей, требующих тепловую сушку, химическое твердение и упрочнение в нагреваемых стержневых ящиках.
Стержни массой > 100 кг рекомендуется изготовлять на пескометах, встряхивающих машинах и соответствующем оборудовании для приготовления и раздачи ЖСС и ХТС.
Стержни из ХТС и ЖСС (см. § 30) не сушат, их покрывают противопригарной краской. Если покрытие из самовысыхающей краски, то стержни не подсушивают, если для этих целей использовалась водная краска, то производят поверхностную тепловую подсушку стержней.