
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 32. МЕТАЛЛИЧЕСКИЕ СТЕРЖНИ
Металлические многократные стержни образуют в отливках обычно прямолинейные постоянные или расширяющие по направлению извлечения стержня полости. Стержни чаще всего изготовляют из 45Л, У8А, 5ХНМ, ХВС и других сталей и реже из высокопрочного или серого чугуна. Применяют такие стержни в основном в механизированных кокилях с гидравлическим приводом большой мощности. В качестве металлических стержней иногда используют вкладыши из стали или чугуна.
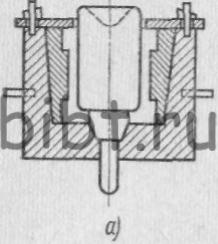
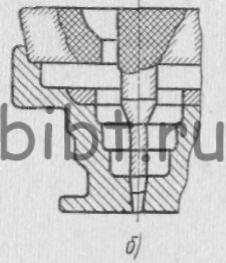
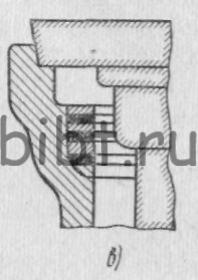
Рис. 19. Металлические вкладыши кокилей:
а — для выполнения выступов на отливке, б — для уменьшения разгара рабочей поверхности кокиля, в — для изменения теплофизических свойств кокиля
Вкладыши (рис. 19) предназначены для выполнения на отливке различных выступов (рис. 19, а) и поднутрений без дополнительного разъема кокиля, устанавливают их в наиболее интенсивно разрушающихся частях кокилей (рис. 19, б). Очень редко для уменьшения скорости охлаждения тонких частей отливки используют вкладыши с неметаллическими прокладками (рис. 19, в). Вкладыши устанавливают в гнезда или знаки кокиля и после заливки удаляют их вместе с отливками. Из отливок вкладыши вынимают или отделяют для повторного использования.
Металлические стержни (рис. 20), выполняющие в отливках полости или отверстия простых очертаний (рис. 20, а), удаляют из отливок сразу после затвердевания расплава, когда он имеет еще небольшую усадку и сила сжатия стержня мала. В этом случае заклинивающее действие сплава на цельный стержень невелико и поэтому для извлечения стержня из полости или отверстия отливки требуется меньшая мощность привода. Кроме того, меньше вероятность нарушения сплошности и возникновения трещин в соответствующих местах отливки.
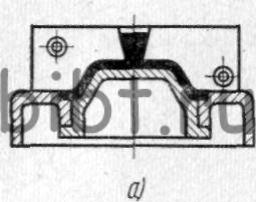
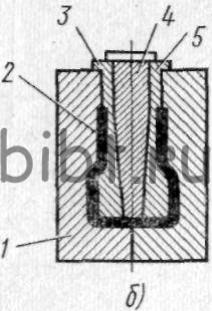
Рис. 20. Металлические стержни
В отливках 2, имеющих внутренние полости сложных очертаний, металлические стержни кокилей 1 выполняют составными (рис. 20, б). В этом случае производят предварительную выемку центрового клина 4, после чего сближают и удаляют из полости отливки боковые части 3 и 5 стержня.
Чтобы облегчить удаление стержня из отливки, рабочую часть его выполняют с уклоном, величина которого зависит от размеров рабочей части стержня и принимается в пределах от 1° 30' до 6°.
Размеры поперечного сечения направляющей части стержня должны быть больше размеров сечения его рабочей части.
При удалении стержня отливка должна иметь опору в кокиле, в противном случае стержень потянет ее за собой.
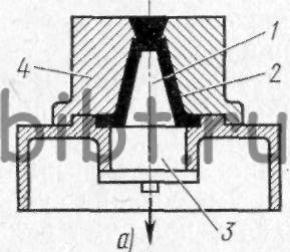
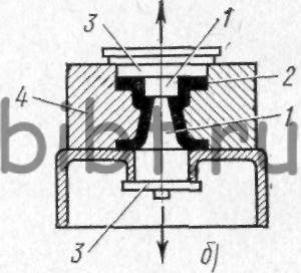
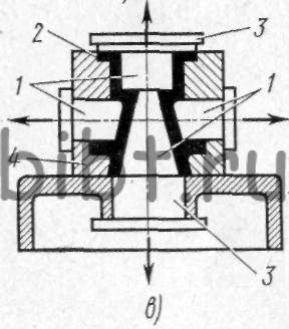
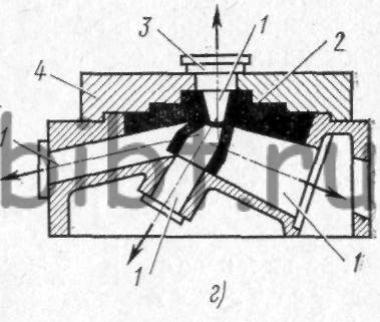
Рис. 21. Способы извлечения металлических стержней из полости отливки:
1 — металлический стержень, 2 — отливка, 3 — хвостовик стержня, 4 — половинка или цельный кокиль
В зависимости от конфигурации полости в отливке, расположения отливки в кокиле и числа металлических стержней их извлечение (рис. 21) осуществляют параллельно направлению смыкания и размыкания кокиля (рис. 21, а и б) или под различными к нему углами (рис. 21, в и г).
Извлечение стержней и размыкание кокиля должно производиться в такой последовательности: первыми из отливки удаляют стержни, после чего через определенный технологией промежуток времени производят размыкание кокиля. Вкладыши, если они не отделились от отливки в момент размыкания кокиля, удаляют после частичного охлаждения отливки.
Продолжительность пребывания металлических стержней в отливках должна быть минимальной. Несоблюдение этого правила приводит к сильному перегреву и затрудненному удалению их из отливки. Следует отметить, что если из отливки по каким-либо причинам не будет удален металлический стержень, то в этом случае обычно не удается извлечь отливку из кокиля. Исключение составляет случай, когда направление удаления отливки из кокиля совпадает с извлечением стержня. Тогда стержень отделяют от привода, снимают с него все ограничители и фиксаторы, а затем вместе с отливкой извлекают из кокиля.