
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Требования к технологичной конструкции отливки
Отливки предназначены для эксплуатации в качестве деталей машин, механизмов, приборов. В зависимости от условий эксплуатации они должны иметь вполне определенные служебные характеристики (прочность, герметичность, жесткость и т. д.). Конструкция отливки должна быть технологичной, т. е. обеспечивать удобство выполнения операций по ее изготовлению — формовки, обрубки, очистки, обработки резанием. При разработке конструкции отливки необходимо руководствоваться следующими положениями.
1. При разработке конструкции литой детали необходимо предусмотреть беспрепятственное извлечение модели из формы. Это обеспечивается назначением соответствующих уклонов, которые устраивают на стенках отливок, перпендикулярных плоскости разъема. Модель без уклонов при извлечении разрушает форму (рис. 138).
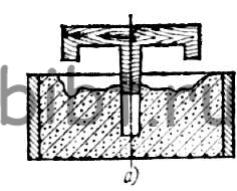
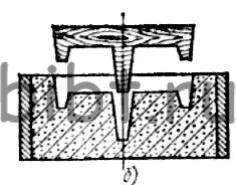
Рис. 138. Извлечение модели из формы: а — модель без уклонов, б — модель с уклонами
2. Отливка должна иметь преимущественно равномерную толщину стенок, так как в утолщенных местах стенок могут возникнуть дефекты усадочного происхождения (усадочная пористость и раковины).
3. Отливка не должна иметь острых углов и резких переходов от толстых стенок к тонким. Стенки, расположенные под углом друг к другу, а также стенки различной толщины должны сопрягаться плавными переходами (рис. 139, а, б, в). Это создает условия для более равномерного охлаждения отливки, уменьшает остаточные напряжения, предотвращает коробление и трещины.
4. Ребра жесткости необходимо располагать рассредоточение как изображено на рис. 139, г, чтобы не создавать тепловых узлов в местах их пересечения (рис. 139, д).
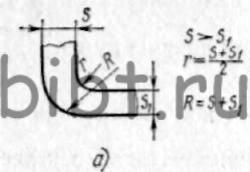
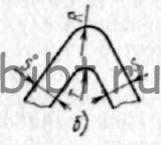

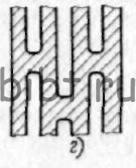

Рис. 139. Примеры сопряжений стенок в отливках:
а, б — угловое, в — Т - образное, г — Т - образное шахматное, д — Х-образное
5. Бобышки, приливы, платики необходимо размещать так, чтобы модель удобно извлекалась из формы. Нстехнологичное расположение этих элементов модели приводит к необходимости использования отъемных частей на модели или стержней в форме. Определить необходимость изменения конструкции отливки позволяет метод световых лучей, при котором отливку как бы освещают параллельными лучами света в направлении, перпендикулярном плоскости разъема (рис. 140, а, б).

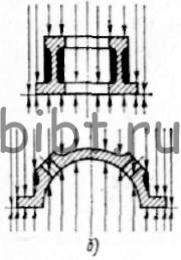
Рис. 140. Установление совершенства конструкции отливки по методу световых лучей
6. Конструкция отливки должна быть такой, чтобы количество стержней в форме было минимальным. Это упрощает изготовление и сборку формы (рис. 141).
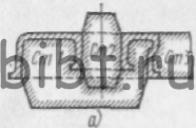
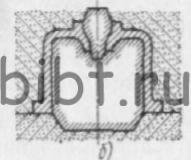


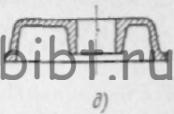

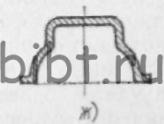
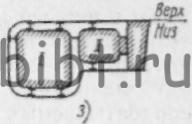
Рис. 141. Нетехнологичные (а, б, в, г) и технологичные (д, е, ж, з) конструкции отливок
7. Сложные по конфигурации крупные отливки целесообразно разделять на части, отливать их раздельно, а затем соединять сваркой.
8. Конструкция отливки должна обеспечивать удобство обрубки отливки, отливка не должна иметь глубоких поднутрений, карманов.
9. При конструировании отливок должен быть применен принцип направленного или одновременного затвердевания отливки. Выбор такого принципа определяется техническими требованиями к детали. Направленное затвердевание способствует получению качественных плотных отливок без усадочных дефектов; применяют этот принцип на массивных отливках из сплавов с повышенной усадкой. Для выполнения принципа направленного затвердевания толщина стенки отливки должна плавно увеличиваться снизу вверх. Пример технологичной конструкции литой детали изображен на рис. 142, а.
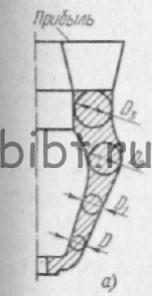
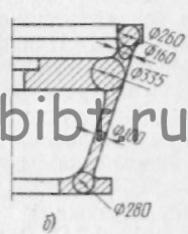
Рис. 142. Принцип направленного затвердевания отливки:
а—последовательное увеличение толщины стенки отливки снизу вверх, б — неправильно сконструированная отливка
Технологичность конструкции отливки проверяют методом вписанных окружностей. Направление, в котором увеличиваются диаметры окружностей, соответствует направлению кристаллизации отливки. При неправильном конструировании отливки (рис. 142, б) в зоне с вписанной окружностью диаметром 280 мм и диаметром 335 мм возникнут дефекты в виде несплошностей, так как металл здесь будет затвердевать дольше, чем в стенке.
Для мелких и средних тонкостенных чугунных и бронзовых отливок с небольшой усадкой применяют принцип одновременного затвердевания. Пример детали, сконструированной по такому принципу, изображен на рис. 143. Диаметры всех вписанных в стенку отливки окружностей равны.
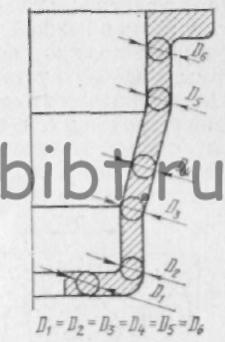
Рис. 143. Принцип одновременного затвердевания отливки