
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Основные принципы проектирования литейной технологии. Определение поверхности разъема литьевой формы.
Выбор положения детали. Положение детали при заливке имеет важное значение и для получения качественной отливки, и для экономии металла. Этим же определяют затраты труда на формовку, сборку формы, обрубку и обработку резанием. При выборе положения отливки в форме необходимо располагать наиболее ответственные ее части в нижней полуформе, так как металл здесь получается более плотным. Обрабатываемые части отливки при заливке и затвердевании жидкого металла должны быть расположены в нижней полуформе вертикально или наклонно. Отливки — тела вращения, например цилиндр, подвергающийся испытаниям на герметичность, необходимо располагать вертикально. Подвод металла в полость формы, прибыли необходимо располагать на обрабатываемых поверхностях отливок. Поверхности отливки, служащие технологической базой при обработке резанием, необходимо располагать в одной полуформе.
Определение поверхности разъема литьевой формы. Этот этап проектирования должен производиться с учетом следующих требований. Для устранения перекоса отливки всю отливку целесообразно располагать в нижней части формы. Положение поверхности разъема формы должно обеспечивать свободное извлечение модели из формы и удобную установку стержней при сборке. По возможности следует использовать минимальное количество стержней для оформления наружных и внутренних поверхностей отливок. Стержни следует заменять песчаными болванами. При формовке в почве целесообразно располагать основную часть отливки в нижней части формы.
При ручной формовке размеры болванов, принадлежащих нижней полуформе, равны H<=0,5D (рис. 144), для болванов верхней полуформы Н<=0,1—0,2 D. При бОльших соотношениях H/D применяют стержни.
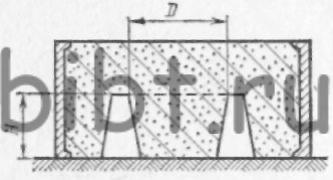
Рис. 144. К определению размеров болванов