
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Разработка чертежа отливки. Припуски на обработку отливки резанием .
В единичном и мелкосерийном производстве отливок непосредственно на чертеже детали указывают поверхность разъема модели и формы, положение отливки при заливке, уклоны, припуски на обработку резанием, положение стержней, контуры и размеры знаков, отъемные части, прибыли, выпоры, приливы, холодильники, литниковую систему.
Разъем модели и формы обозначают на чертеже детали жирной линией и буквами МФ. Линию разъема указывают на всех проекциях детали. Положение отливки при заливке отмечают стрелками, а у линии разъема указывают «Верх» и «Низ». Если модель неразъемная, указывают только разъем формы Ф.
Формовочные уклоны на моделях выполняют тремя способами. По первому способу (рис. 145, I) уклоны назначают сверх припуска на обработку резанием вертикальной стенки. Таким же образом поступают и в том случае, когда стенки отливки не обрабатываются, а толщина ее менее 8 мм.
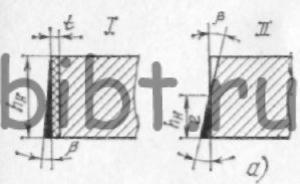
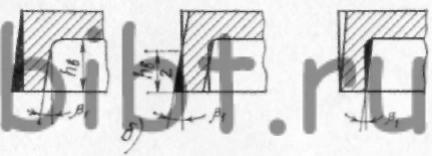
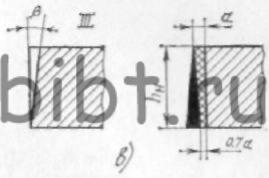
Рис. 145. Варианты способов (I, II, III) выполнения литейных уклонов на поверхностях моделей: а — наружных, б — внутренних, в—наружных, размером менее 500 мм
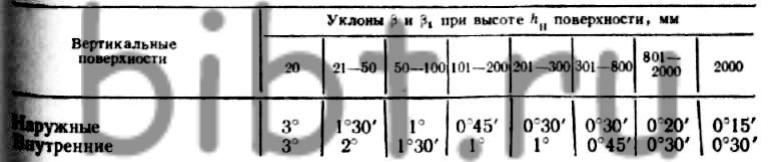
По второму способу (рис. 145, II) уклоны назначают на необрабатываемых вертикальных стенках толщиной 8—12 мм, одновременно увеличивая или уменьшая толщину стенки. По третьему способу (рис. 145, III) на необрабатываемых вертикальных стенках назначают уклоны с уменьшением толщины отливки, если ее высота <= 100 мм, а толщина стенки > 12 мм. При высоте стенки >100 мм уклон назначают по способу II. В табл. 19 приведены значения минимальных формовочных уклонов на деревянных моделях.
19. Зависимость формовочных уклонов β и β1 от высоты наружных и внутренних поверхностей деревянных моделей
Величина усадки сплавов указывается в процентах. Пользуясь этим значением, изготовляют модельный комплект, увеличивая размеры модели на величину усадки.
Значения линейной усадки литейных сплавов в процентах приведены ниже.
Чугун:
серый 0,6—1,3
белый 1,6—2,3
ковкий перлитный 1,2—2,0
ковкий ферритный 1,0—1,2
аустенитный 1,3—2,0
Сталь:
углеродистая (0,14— 0,75% С) 1,5—2,0
марганцовистая (10—14% Mn) 2,5—3,8
жаростойкая 1,8—2,2
Бронза:
оловянистая 1,4—1,6
алюминиевая 1,5—2,4
Латунь:
цинковая 1,5—2,2
кремнистая 1,6—1,8
Сплавы:
силумин (5—14% Si) 1,0—1,2
алюминиевые 1,0—2,0
магниевые 1,1—1,9
цинковые 1,0—1,5
Фактическая, или литейная, усадка сплавов может несколько отличаться от приведенных значений за счет неравномерного затвердевания и охлаждения отливки с различной толщиной стенок, а также за счет торможения усадки из-за сопротивления формы, стержней.
Припуски на обработку резанием обозначают на чертеже детали сплошными тонкими линиями; над знаком обработки поверхности отливки указывают величину припуска на обработку резанием. Величина припуска зависит от рода сплава, наибольшего габаритного размера отливки, положения обрабатываемой поверхности при заливке (верх, низ, бок), номинального размера, класса точности отливки. Класс точности отливки определяется условиями производства. В единичном производстве размерная точность отливок, как правило, ниже, чем в серийном или массовом производстве. Размер припуска увеличивают при увеличении размеров отливки.