
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава III.
Технологическая оснастка, инструмент, подъемно-транспортные средства
§ 1. Модельный комплект. Классификация моделей. Точность изготовления моделей.
Изготовление разовых песчано-глинистых, песчано-смоляных и других литейных форм производят с применением разнообразных приспособлений и инструмента.
Модельным комплектом называют часть литейной оснастки, представляющую совокупность технологических приспособлений, необходимых для получения в форме рабочей полости. Комплект состоит из следующих основных элементов: моделей отливки, моделей элементов литниковой системы, модельных плит, стержневых ящиков. В отдельных случаях в модельный комплект входят формовочные шаблоны, скребковые шаблоны, кондукторы для зачистки стержней, контрольные шаблоны — приспособления для контроля размеров рабочей полости форм и размеров стержней.
Классификация моделей. Модель отливки служит для образования отпечатка в литейной форме. Эта рабочая полость после заливки и затвердевания металла оформляет отливку. Модели классифицируют по роду материала, способу формовки, точности изготовления, прочности, размерам, сложности изготовления, виду сплава отливки.
Для ручной формовки применяют деревянные, пластмассовые и гипсовые модели. Наиболее широко распространенным материалом для моделей является дерево, в настоящее время применяют и пенополистирол.
Способ формовки литейной формы также влияет на конструкцию модели. В промышленности используют три способа формовки: ручной, машинный, автоматизированный. Модели, предназначенные для ручной формовки, не применяют для машинной и автоматизированной. При ручной формовке применяют неразъемные и разъемные модели, модели с отъемными частями, скелетные, шаблоны и др.
Точность изготовления моделей зависит от необходимой точности отливок. Новые модельные комплекты или их части должны быть выполнены с такой точностью, чтобы не было брака по размерам отливок. Точность отливок из серого чугуна регламентируют ГОСТ 1855—55, отливок из стали—ГОСТ 2009—55 и т. д.
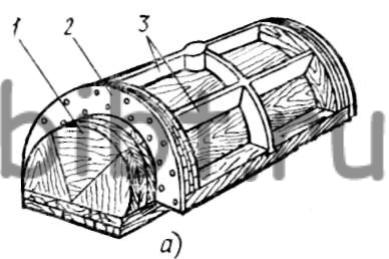
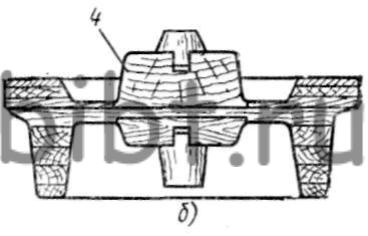
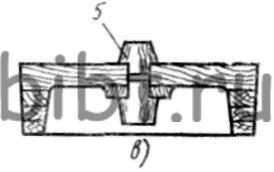
Рис. 17. Деревянные модели (а, б, в), изготовленные по I, II, III классам прочности для ручной формовки:
1 — деревянная модель, — армирующая металлическая пластина, —металлические ребра, — бобышка, — знак
По прочности деревянные модельные комплекты (рис. 17) разделяют на три класса.
По I классу прочности выполняют модели и стержневые ящики, предназначенные для длительного использования при ручной и машинной формовке, а также для изготовления единичных особо сложных отливок. Модель выполняют из древесины I и II сорта — ольхи, сосны, бука и других пород, отдельные части моделей— из березовой и буковой фанеры. Части моделей прочно соединяют гвоздями, шурупами, болтами, нагелями, а также склеиванием. Отъемные и выступающие быстро изнашивающиеся части изготовляют из твердых пород древесины, древесного слоистого пластика ДСП-8 или из металла и пластмассы. Шаблоны, предназначенные для затачивания форм и стержней, особенно быстро изнашиваются, поэтому рабочие кромки их армируют, т. е. окантовывают пластинами из листовой стали толщиной 2—5 мм. Поверхность модели должна быть гладкой, после грунтовки и шпаклевки ее дважды окрашивают модельным лаком. Подъемы для удаления модели из формы устанавливают заподлицо с поверхностью модели и укрепляют шурупами. Основания моделей скрепляют болтами.
Модели II класса прочности изготовляют из тех же пород дерева. Древесина, как и у моделей I класса, должна употребляться с Переклейкой слоев для уменьшения коробления. Неподвижные соединения склеивают, дополнительно упрочняя их шурупами, гвоздями, нагелями. Модель практически полностью выполняют из Древесины, иногда ее армируют. Отъемные части модели делают из твердой древесины. Галтели выполняют из древесины, замазки или пластмассы. Поверхность модели отделывают и окрашивают модельным лаком.
По III классу прочности выполняют модели для единичного использования при ручной формовке, когда необходимо изготовить 1—5 форм. В этом случае применяют древесину любой породы. Части модели соединяют клеем или гвоздями. Отъемные части крепят шпильками и шипами. Модели окрашивают лаком один раз.
По размерам различают мелкие модели с габаритными размерами до 500 мм, средние — от 501 до 1500, большие — от 1501 до 5000 и крупные от 5001 мм и более.
По сложности конструкции модельные комплекты делят на простые, средние и сложные. Простые модели — это модели неразъемные или модели с разъемом по плоскости. Они не имеют отъемных частей и стержневых знаков. Примером могут служить модели для плиты, фланца, втулки.
Модели простой конфигурации, модели среднего и крупного размеров в комплекте со стержневыми ящиками относят к модельным комплектам средней сложности (шестерни с литыми зубьями, выхлопной патрубок двигателя).
К сложным относят модели блока цилиндра двигателя внутреннего сгорания, станины металлорежущих станков и др.
Конструктивно модели делят на неразъемные, разъемные и специальные. Неразъемные модели после формовки целиком извлекают из формы; такие модели образуют в ней практически полный отпечаток наружного контура модели. Примеры неразъемных моделей приведены на рис. 18. Неразъемные модели могут иметь отъемные части.
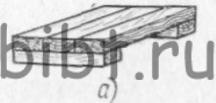
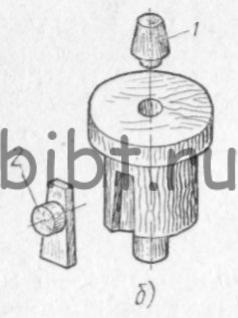
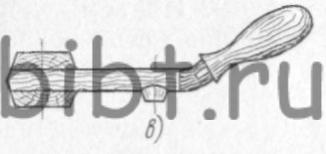
Рис. 18. Неразъемные модели для ручной формовки: а – модель опорной плиты, б- модель втулки, в- модель рукоятки; 1- знак, 2- отъемная часть
Разъемные модели состоят всегда из двух или более частей (рис. 19). Они разделены на части по плоскости разъема (МФ), или реже по сложной поверхности.
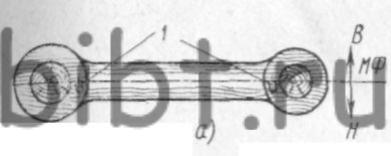
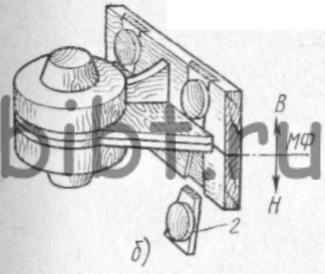
Рис. 19. Разъемные модели для ручной формовки:
а - модель детали «рычаг», б — модель детали «опора» с отъемными частями; 1 — шипы, 2 — отъемные части модели
К специальным моделям относят формовочные шаблоны, скелетные модели. Шаблоны применяют при изготовлении единичных отливок. Основное преимущество шаблонов — их низкая стоимость по сравнению со стоимостью моделей.
Скелетные модели применяют при единичном производстве крупных по размеру и сложных по конфигурации отливок. Стоимость скелетной модели ниже, чем стоимость модели со сплошной поверхностью, но затраты на формовку такой модели значительны, так как ее должны выполнять формовщики высокой квалификации. Процесс формовки по скелетным моделям длителен и трудоемок.