
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Конструкция опок. Ручные опоки. Сварные опоки. Цельнолитые стальные опоки. Узел спаривания опок.
Ручные опоки изготовляют из дерева, алюминия. Реже применяют стальные-свертные и сварные. Деревянные опоки легче и дешевле металлических. Недостатком их следует считать то, что они выдерживают сравнительно небольшое количество заливок. Такие опоки обычно имеют стальные стяжные болты и деревянные ребра; для кантования — металлические пластины, в отверстия которых при необходимости вставляют стальные прутки — рукоятки. Центрирование опок осуществляют по планкам, укрепленным на боковых поверхностях опок.
Металлические ручные опоки (верхние и нижние) имеют утолщения или буртики, располагающиеся в плоскости разъема. Буртики предназначены для удержания смеси. Опоки снабжены ручками, залитыми в стенки, приливами с отверстиями, в которые при формовке и сборке устанавливают центрирующие штыри.
Сварные опоки применяют в основном для мелких и средних форм, толщина стенки опок уменьшена за счет применения металлических листовых материалов; используют также фасонный прокат, позволяющий сделать стенки опоки более жесткими.
Цельнолитые стальные опоки поднимают вручную за съемные ручки. Такие опоки можно перемещать и краном за цапфы. Опоки имеют центрирующие и направляющие втулки для соединения их по штырям. Верхняя часть стенки упрочнена выступающим буртиком, а нижняя — выступом для удерживания формовочной смеси. Для улучшения удаления газов из формы в стенках литых опок делают отверстия, обычно овальной формы. Одновременно эти отверстия уменьшают их массу, существенно не снижая прочности. Отверстия располагают в шахматном порядке.
Существуют специальные конструкции опок для вертикальной заливки. В торцевой или боковой стенках этих опок имеются специальные отверстия для литниковой чаши и выпоров. Крупные опоки размером до 7 м нецелесообразно делать цельнолитыми. В их стенках возникают при заливке напряжения, которые приводят к короблению. Поэтому крупные опоки желательно делать составными (свертными) из отдельно отлитых чугунных плит. При поломке плиты могут быть заменены.
Средние и крупные опоки изготовляют с ребрами (крестовинами), основное назначение которых удерживать формовочную смесь, а также придать опоке дополнительную жесткость.
Выбор опок. Выбор размеров опок производят следующим образом. Величина слоя формовочной смеси между отливкой и стенкой опоки должна быть такой, чтобы при заливке не произошло ни деформации, ни разрушения формы. Для мелких опок расстояние между полостью формы и стенкой опоки равно 30—50 мм, а для средних опок—100—150 мм. Расстояние от стержневого знака до боковой стенки опоки принимают от 0 до 50 мм. Расстояние от модели до верхней или нижней плоскости для мелких опок составляет 40—60 мм, для средних — 60 — 120, для крупных — свыше 100 мм. Расстояние от нижнего знака стержня до низа опоки принимают 20—120 мм. Расстояние от верхнего знака до верхней поверхности формы должно быть в пределах от 50 до 120 мм.
Если в одной опоке одновременно формуют несколько отливок, заливаемых через общую литниковую систему, расстояние между отдельными рабочими полостями формы должно составлять 20—25 мм—для тонкостенных и невысоких отливок и 30—50 мм — для толстостенных и высоких отливок.
В единичном и мелкосерийном производстве иногда необходимо изготовить в одной форме разные отливки. В этом случае отливки должны быть подобраны так, чтобы они имели примерно одинаковую толщину стенки и массу.
Узел спаривания опок. Точность отливки, изготовляемой в парных опоках, зависит от точности изготовления узла спаривании. Этот узел выполняют в виде выступов или приливов на стенках опоки. В приливах сверлят отверстия, в которые запрессовывают втулки из закаленной стали. Опоки спаривают по стальным штырям двумя способами: «штырем» (рис. 25, а) или «на штырь» (рис. 25, б). В первом случае применяют штыри, которые вставляют при сборке в отверстия ушек верхней опоки. Во втором случае штыри укрепляют в нижней опоке, а верхнюю опоку надевают на штыри. При ручном изготовлении форм чаще применяют сборку «штырем».
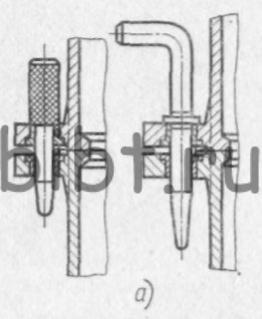
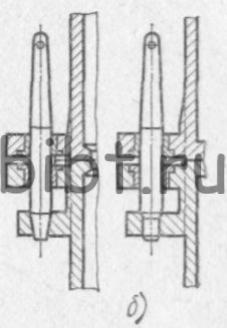
Рис. 25. Способы спаривания опок: а — «штырем», б — «на штырь»