
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Формовочный инструмент и приспособления
Формовочный инструмент. При изготовлении литейной формы вручную формовщику необходим разнообразный инструмент и приспособления (рис. 26).












Рис. 26. Инструмент для ручной формовки:
1 — сито, 2— лопата совковая, 3 — трамбовки короткие, 4 — трамбовки длинные, 5—уровень (ватерпас), 6 — гладилки для выглаживания плоских поверхностей, 7 — гладилки для заправки углов в форме, 8 — ланцеты для приглаживания и исправления формы, 9 — крючок для извлечения из узких пазов формы комочков смеси, 10 — кисть пеньковая для смачивания формы; 11— ножи для прорезания литниковых каналов, 12 — скребок, 13 — совки, 14 - ложечки фигурные для заглаживания литниковых ходов, 15 — иглы для выполнения вентиляционных каналов, 16 — киянки, 17 — щетки, 18 — подъем остроконечный
По назначению формовочный инструмент и приспособления разделяют на следующие группы: для заполнения опоки формовочной смесью и уплотнения смеси, для извлечения модели и отделки формы, для сборки форм.
Сита предназначены для, просеивания формовочной смеси. Сита имеют чаще прямоугольную, реже — круглую форму. Корпус сит деревянный. Металлическая сетка сита имеет размер ячеек 2—6 мм. При заполнении опок смесью используют плоские или совковые лопаты.
Уплотнение формовочной смеси в опоке производят ручными трамбовками, которые отличаются по длине: для уплотнения небольших опок применяют короткие, а для уплотнения смеси в крупных формах — длинные. При уплотнении смеси в объеме опоки используют трамбовку с острым концом, а при уплотнении в поверхностном слое — с плоским бойком.
Для проверки горизонтального положения моделей, форм, правильности монтажа шаблонов применяют уровень (ватерпас).
Заглаживание плоских участков формы производят гладилками, заправку углов — угловыми гладилками. Ланцеты служат для приглаживания и исправления формы, в том числе неплоских поверхностей. Частицы формовочной смеси, упавшие в полость формы, извлекают крючками.
Перед извлечением модели из формы смесь, окружающую ее, смачивают влажной кистью, чтобы на короткое время увеличить пластичность смеси в острых кромках. Это предотвращает обвал и разрушение смеси при движении модели вверх. Литниковые ходы прорезают при помощи специальных ножей. Для сгребания смеси при засыпке облицовочной смеси в сито используют скребки и совки.
Для заглаживания литниковых ходов применяют фигурные ложки. Вентиляционные каналы накалывают стальными иглами разных диаметров: для малых форм Ø 3—5 мм, для крупных —Ø 7—10 мм.
Модели расталкивают деревянными киянками, крупные — металлическими. Сметают комочки смеси щетками.
Для облегчения труда формовщиков при уплотнении формовочной смеси применяют пневматические трамбовки большие и малые. Схема устройства пневмотрамбовки изображена на рис. 27.
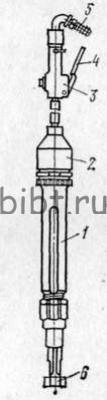
Рис. 27. Пневматическая трамбовка:
1 — ствол, 2 — распределительное устройство, 3 — головка, 4 — пусковая рукоятка, 5 — штуцер, 6 — башмак
Наиболее распространена пневмотрамбовка ТР-4; ее масса 8,5 кг, длина 1070 мм, число ударов бойка 1200 в минуту, расход сжатого воздуха 0,7 м3/мин. Пневматическая трамбовка имеет ствол, распределительное устройство, головку с пусковым механизмом, рукоятку, штуцер под резиновый шланг и поршень с конусом, на который крепят набивочные и трамбовочные башмаки. Они могут быть самой различной формы: круглой, квадратной или прямоугольной.
Приспособления. К приспособлениям, используемым при изготовлении литейной формы, относят металлические крючки, деревянные колышки, шпильки, каркасы.
Крючки используют для укрепления верхней полуформы, для предотвращения обвалов свисающих болванов. Крючки готовят из низкоуглеродистой стальной проволоки различного диаметра. Они имеют изогнутую форму, своей нижней частью поддерживают смесь. Крючки навешивают на крестовины опок, для лучшего сцепления с формовочной смесью их обмазывают жидкой формовочной глиной.
Деревянные колышки применяют для укрепления смеси в основном в невысоких верхних полуформах. Перед установкой их также обмазывают формовочной глиной.
Выступающие части формы, переходы от тонких сечений к толстым, углы формы и болваны укрепляют литейными гвоздями или шпильками.
Каркасы применяют в качестве арматуры стержней. Они могут быть проволочными или литыми. Проволочные каркасы готовят из низкоуглеродистой стали. Диаметр проволоки зависит от размеров стержня.
В мелкие стержни устанавливают каркасы из тонкой проволоки, в крупные — из проволоки диаметром до 9 мм или литые каркасы из чугуна.
Для нанесения на поверхность формы и стержней красок применяют пульверизаторы, для обдува форм перед сборкой— пневматическне сопла.