
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Понятие о технологическом процессе изготовления отливок. Технологический процесс изготовления отливки «каток»
На рис. 3 изображена схема технологического процесса изготовления отливок, отражающая его состав и последовательность операций, которые выполняют в специальных отделениях литейного цеха.
Технологический процесс изготовления литейной формы начинается с подготовки модельного комплекта, включающего приспособления для формовки стержней и получения рабочих полостей в литейной форме. Модельный комплект состоит из моделей отливки, стержневых ящиков, модельных и сушильных плит, моделей элементов литниковой системы и приспособлений для доводки и контроля форм и стержней. Модельный комплект изготовляют в модельном отделении или в модельном цехе. Кроме модельного комплекта при изготовлении форм и стержней используют опоки, формовочный инструмент и различные приспособления (щитки, штыри, скобы и т. д.).
В смесеприготовительном отделении литейного цеха готовят формовочные и стержневые смеси, которые состоят, как правило, из кварцевого песка (огнеупорной основы смеси), связующих (глина, смолы и др.), придающих смесям необходимые свойства, например прочность, и разнообразных добавок (уголь, торф и т. д.). Материалы для приготовления смесей перемешивают в смесителях — Катковых или лопастных до получения однородной массы.
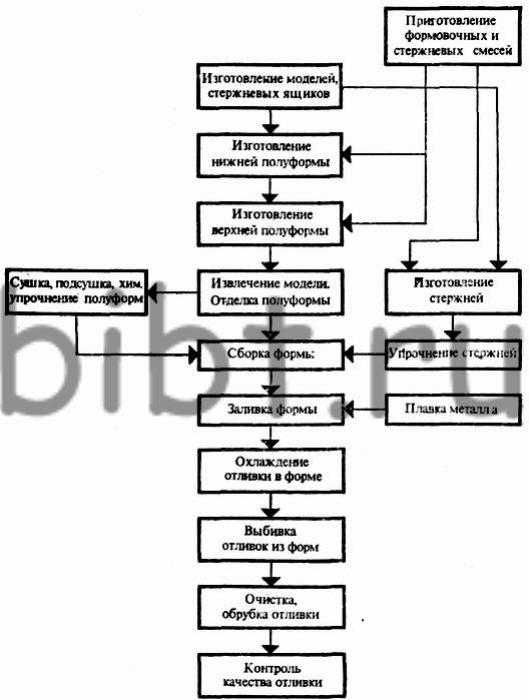
Рис. 3. Схема технологического процесса изготовления отливок
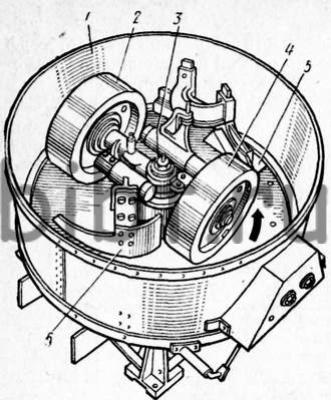
Рис. 4. Смеситель катковый (бегуны):
1 — чаша, 2, 4 - катки, 3 — вертикальный вал, 5, 6 — плужки
Катковые смесители, или бегуны (рис. 4), представляют собой металлическую чашу, внутри которой установлен вертикальный вал. На валу смесителя укреплены вращающиеся вокруг горизонтальных осей катки. Вертикальный вал приводится в движение электродвигателем, размещенным под чашей бегунов; при этом катки за счет трения о смесь вращаются вокруг своих горизонтальных осей.
Формовочные материалы направляются под катки плужками, вращающимися вместе с ними вокруг вертикального вала. Катки уплотняют, а плужки разрыхляют и перемещают смесь. Приготовленная смесь выгружается из бегунов через окно в дне чаши.
Лопастной смеситель используют в основном для приготовления различных химически твердеющих смесей. Смеситель состоит из емкости, вала с укрепленными на нем лопастями, рамы, электродвигателя и редуктора. Формовочные материалы перемешиваются при вращении вала лопастями.
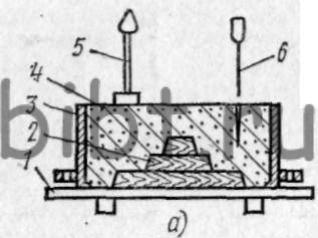
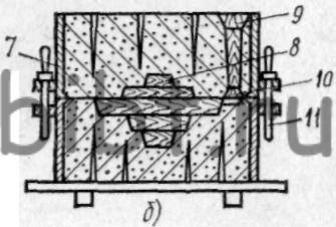
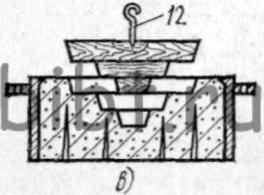
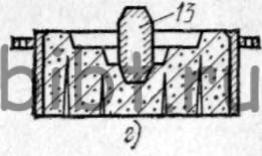
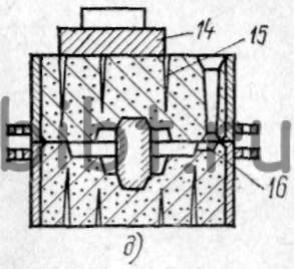
Рис. 5. Технологический процесс изготовления отливки «каток»:
а — изготовление нижней полуформы, б — изготовление верхней полуформы, в — извлечение модели из нижней полуформы, г — установка стержня, д — форма, подготовленная к заливке; 1 — модельная плита, 2—модель низа, 3, 7— опоки, 4 — формовочная смесь, 5 — трамбовка, 6 — игла, 8 — модель верха, 9 — модель стояка, 10— шлакоуловитель, 11 — штырь, 12 — подъем, 13 — стержень, 14 — груз, 15 — вентиляционные каналы, 16 — питатель
В формовочном отделении литейного цеха изготовляют верхние и нижние полуформы. Процесс уплотнения литейной формы для отливки «каток» схематически изображен на рис. 5. На модельную плиту устанавливают нижнюю часть модели отливки и опоку. В опоку насыпают формовочную смесь и уплотняют ее сначала острым, а затем плоским концом трамбовки. После уплотнения смеси металлической иглой накалывают вентиляционные каналы, после чего переворачивают нижнюю полуформу. Устанавливают на нее верхнюю часть модели отливки, вторую опоку, модели литниковой системы и уплотняют смесь в верхней полуформе. Затем выполняют в ней вентиляционные каналы, разбирают приготовленную форму и извлекают модели.