
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Заливка формы расплавленным металлом. Схема процесса выбивки мелких отливок. Общий вид выбивной решетки.
В стержневом отделении литейного цеха формуют стержни. В стержневой ящик (рис. 6) насыпают
стержневую смесь, устанавливают металлический каркас, уплотняют
трамбовкой смесь, иглой накалывают в стержне вентиляционный канал.
Разбирают ящик, укладывают стержень на сушильную плиту и направляют
его в сушильный агрегат для упрочнения. После сушки стержень передают
на участок сборки форм.
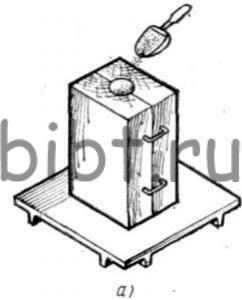
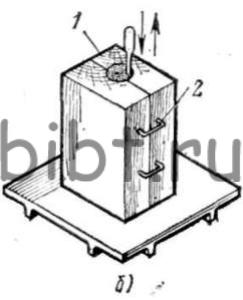
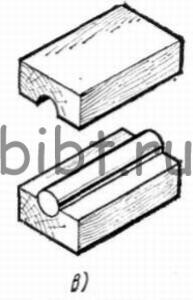
Рис. 6. Изготовление стержня: а — засыпка смеси, б — уплотнение, в — разборка ящика; 1 — каркас, 2 — скобы
В некоторых случаях для улучшения качества получаемых отливок литейные формы также подвергают сушке; при этом повышается их прочность, что особенно важно при литье крупных отливок; уменьшается влажность смеси.
При сборке форм изготовленный стержень устанавливают в нижнюю полуформу, объединяют, используя штыри, верхнюю и нижнюю полуформы, после чего на собранную форму устанавливают груз. В таком виде литейная форма готова к заливке.
Жидкий металл из плавильного отделения подают на участок заливки форм в ковшах (рис. 7) различных типов. После заливки расплавленного металла, затвердевания и охлаждения отливки форму передают на выбивку.
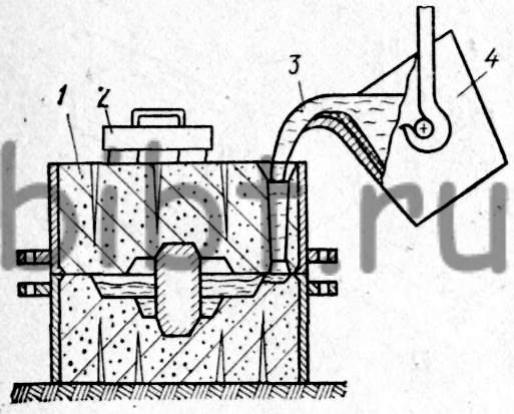
Рис. 7. Заливка формы расплавленным металлом: 1 — форма, 2 — груз, 3— расплав, 4 — ковш
Выбивку форм осуществляют на специальных установках, расположенных в отделении выбивки. Выбивная решетка (рис. 8, а) состоит из решетчатой рамы, установленной на пружинах и опорах. При работе электродвигателя решетка рамы совершает колебательные движения за счет установленных на валу решетки дисбалансов. Под действием вибрации смесь разрушается и высыпается из опоки в виде комьев на уборочный транспортер, расположенный под решеткой, а отливка остается на поверхности выбивной решетки.
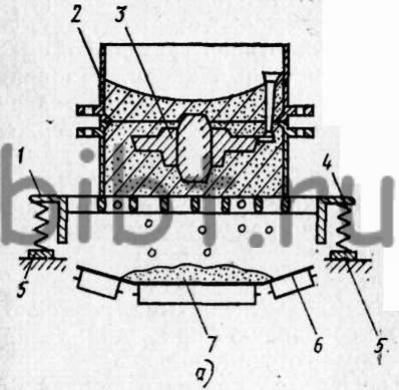
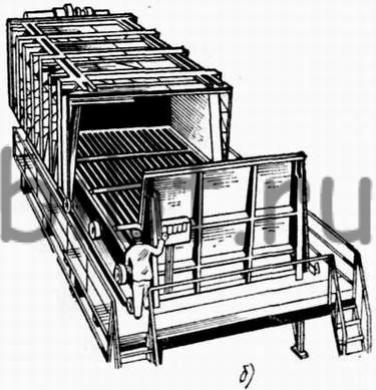
Рис. 8. Схема процесса выбивки мелких отливок (а); общий вид выбивной решетки (б) для крупных отливок:
1-рама выбивной решетки, 2 — форма, 3 - отливка, 4 — пружины, 5 — опоры, 6 — транспортер, 7 — выбитая смесь
Для выбивки крупных (до 30 т) форм применяют блок инерционно-ударных вибивных решеток с подвижным укрытием (рис. 8, б). Блок состоит из нескольких типовых инерционно-ударных решеток, объединенных на одной раме. Под решетками имеются бункера для выбиваемой смеси. Защитный кожух может надвигаться и герметично замыкать переднюю и заднюю стенки блока. К задней стенке его подключен мощный отсасывающий вентилятор.
Трудоемкой технологической операцией является выбивка стержней. Мелкие стержни удаляют на выбивных решетках, а стержни из крупных отливок — вручную или в гидрокамерах специальными мониторами. Каркасы стержней удаляют также вручную.