
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Установка стержней в литейной форме. Контроль установки литьевого стержня. Контроль сборки литейных форм.
Расплавленный металл при заливке не должен попадать в зазоры между стержнем и формой, а также в газоотводные каналы. Поэтому при формовке по-сырому на знаковой части формы выполняют выступы — обжимные пояски (рис. 51, а). Для этой же цели в зазоры знаковых частей укладывают глину, паклю, асбест или же засыпают песок. В крупных формах эти зазоры служат для выведения газов из стержней.
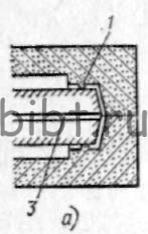
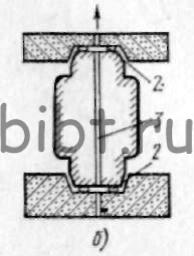
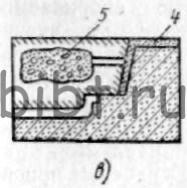
Рис. 51. Приемы установки стержней в форме:
а — отсечка металла обжимным пояском на знаке стержня, б — отсечка глиняной прокладкой, в — отсечка песком в зазоре; 1 — поясок, 2 — глина, 3 — вентиляционный канал стержня, 4 — песок, 5 — гарь
Заделку вентиляционных каналов проводят как на подсушенных и сухих, так и на сырых формах. Вертикальные каналы знаков верхней и нижней полуформы, сухих форм и форм химического твердения заделывают крупным песком, отсекают прокладочной глиной (рис. 51, б). Вентиляционные каналы форм, расположенные на линии разъема, заделывают крупным сырым песком, уплотняют и срезают избыток песка (рис. 51, в); отсекают асбестовым шнуром или прокладочной глиной. В сырых формах вертикальные каналы знаков верхней и нижней полуформ не заделывают. Каналы в плоскости разъема засыпают крупным песком, уплотняют, срезают избыток песка и отсекают подрезкой слоя смеси. Вентиляционные каналы стержней должны совпадать с соответствующими каналами форм (рис. 51,б).
В процессе сборки необходимо тщательно контролировать размеры форм. При изготовлении единичных отливок контроль размеров ведут метром, линейкой, угольником, кронциркулем и нутромером. Толщину стенок отливки, некоторые криволинейные поверхности, которые нельзя проверить измерением, контролируют прокладкой глиняных конусов (маяков) или валиков (рис. 52), имеющих высоту на 3—5 мм больше тела отливки. Конус или валик сдавливается верхней полуформой или стержнем при контрольной сборке.
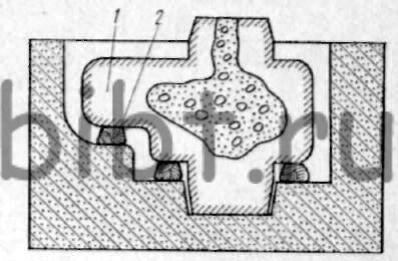
Рис. 52. Контроль установки стержня в литьевой форме по глиняным конусам:
1 — стержень, 2 — глиняный конус
Верхнюю полуформу (или стержень) снимают, измеряют толщину конуса или валика, убирают маяки и устанавливают жеребейки, равные по высоте глиняным маякам. Такой способ, требующий двукратной установки стержней или форм, трудоемок. Поэтому при серийном производстве отливок для контроля размеров в полости формы и правильности установки стержней применяют шаблоны и кондукторы. Приемы контроля размеров шаблонами изображены на рис. 53, а, б.
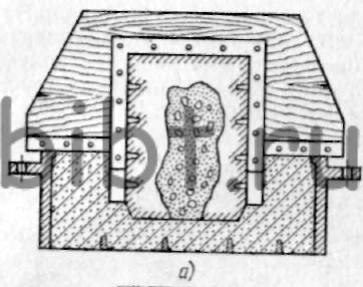
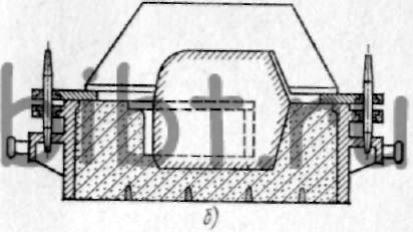
Рис. 53. Контроль сборки литейных форм:
а — шаблоном, б — шаблоном с фиксацией по штырям
Базовыми поверхностями шаблонов служат поверхность разъема песчаной формы, штыри опок, обработанная резанием поверхность опоки.
После окончательной установки стержней в форму необходимо заделать подъемы стержней формовочной смесью. Это выполняют только в тех местах стержня, которые образуют рабочую поверхность. Участок стержня должен быть тщательно прошпилен, закрашен и просушен.
Для предупреждения утечки металла по линии разъема в сырых формах размером свыше 500Х 400 мм применяют подрезку слоя смеси гладилкой. Подрезку производят по периметру полости формы и литниковой системы на расстоянии 40—100 мм от полости. В сухие формы, подсушенные и химического твердения, прокладывают графито-асбестовый шнур на расстоянии 40—60 мм от края полости формы. Для подсушенных форм допускается подрезка. Крупные формы устанавливают на постель из формовочной смеси толщиной 20—30 мм, в которой прокладывают вентиляционные борозды (продольные и поперечные) с шагом 150— 250 мм. В процессе сборки и по окончании ее, а также перед установкой верхней опоки полость формы должна быть тщательно очищена от пыли и остатков смеси.
После сборки форм устанавливают литниковые чаши. Применяют чаши, изготовленные из стержневой смеси, или керамические. Пример установки литниковой чаши изображен на рис. 54.
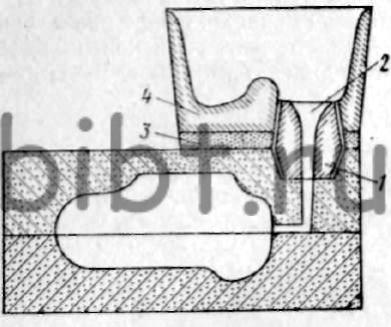
Рис. 54. Пример установки литниковой чаши:
1 — конусная вставка, 2 — стояк, 3 — песок, 4 — чаша