
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 9. Безопасность труда при опочной формовке литейных форм.
Работать при формовке неисправным инструментом запрещается. Молотки, кувалды должны быть насажены на рукоятки овального сечения, изготовленные из твердых и вязких пород дерева (кизил, рябина, вяз), с закреплением металлическим клином. Бoек молотка должен иметь ровную, слегка выпуклую поверхность Нельзя работать инструментом со сбитым бойком, трещинами или инструментом, насаженным на рукоятки из мягких пород дерева.
Пол на формовочном плацу должен быть ровным и горизонтальным, хорошо утрамбованным.
Шланги подключают к воздушной магистрали и к пневматическому инструменту только при помощи штуцеров, имеющих исправную резьбу и закрепленных хомутиками. Заменять хомутики проволочными стяжками запрещается.
Проходы между рядами форм должны быть шириной не менее 1 м. Пустые опоки должны складываться в устойчивые штабеля высотой не более 1,5 м для крупных опок и 2 м для мелких. Из штабелей опоки следует брать аккуратно, начиная с верхнего pяда.
Расстояние между штабелями пустых опок должно быть не менее 2 м для крупных и не менее 1 м для мелких опок. Запрещается устанавливать штабеля опок на бруски или кирпичи, их можно ставить только на металлические подкладки. Опоки должны быть прочными, без повреждений, иметь цапфы, скобы или ручки для безопасного захвата при подъемах и перемещениях подъемником, краном или вручную. Запрещается находиться под подвешенными опоками и крупными моделями. В исключительных случаях, требующих обязательной работы под подвешенной опокой, необходимо предварительно устанавливать ее на прочные подставки. Уравновешивание поднимаемых опок следует производить регулированием плеч балансира или применением балансира с роликами (рис. 78).
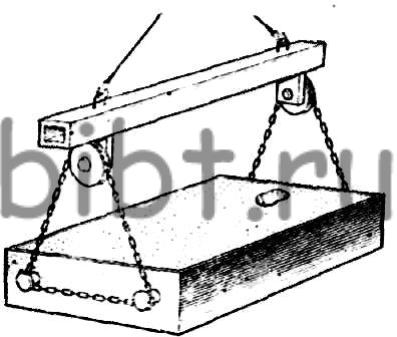
Рис. 78. Балансир с роликами
При работе пневматической трамбовкой необходимо быть внимательным. Трамбовку следует держать под углом 90° к поверхности опоки и не бить ею по крестовинам опок. Формовочную смесь следует подавать в опоки только лопатами или совками, а не руками. Удалять с поверхности полуформы лишнюю смесь необходимо лопатой, линейкой, гладилкой, чтобы не поранить руку шпильками, скрапом.
Извлечение из форм тяжелых моделей следует производить только после достаточного расталкивания и при помощи надежных подъемов. При извлечении модели краном нельзя подводить руки под модель, а нужно держать их над нею. При ручном расталкивании моделей следует проверить прочность насадки молотка. При спаривании опок следует остерегаться защемления пальцев руки между опоками. Во избежание утечки металла необходимо тщательно прокладывать глиняный жгут или асбест по плоскости разъема формы, замазывать глиной щели формы, особенно в местах соединения опок.
Запрещается проводить формовочные работы вблизи заливаемых форм. Следует тщательно проверять прочность крепления форм скобами во избежание падения форм при повороте и прорыва жидкого металла при заливке.
Пользоваться кранами и другими устройствами для подъема или перемещения тяжестей можно только с разрешения мастера, соблюдая установленные инструкции для стропальщиков. Формовщик должен иметь удостоверение на право проведения этих работ.
Контрольные вопросы
1. Перечислите особенности опочной формовки.
2. Расскажите о формовке по неразъемной и разъемной модели, а также по модели с отъемными частями.
3. Назовите особенности формовки в нескольких опоках и укажите область применения этого способа.
4. Расскажите об основных операциях, выполняемых при формовке с подрезкой; с «фальшивой» опокой; с фигурной плитой.
5. Перечислите операции, выполняемые при формовке с песчаным и перекидным болваном.
6. Как производят формовку с применением стержня-лепешки?
7. Назовите способы стопочной сборки форм под заливку. Укажите их преимущества и недостатки.
8. Перечислите правила безопасности труда при опочной формовке.