
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Изготовление литьевой формы с мягкой постелью для нескольких отливок. Изготовление литьевой формы с мягкой постелью и затрамбовкой смеси.
Изготовление формы с мягкой постелью для нескольких отливок. Выкапывают яму (рис. 82) глубиной на 100—125 мм больше высоты модели, габаритные размеры ямы па 200—250 мм больше размеров модели. На краю ямы укладывают деревянные рейки Вместо реек можно положить два рельса. На рейки кладут линейку с уровнем (ватерпасом) и проверяют их горизонтальность.
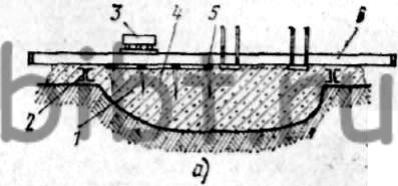
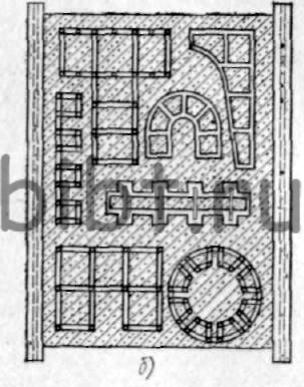
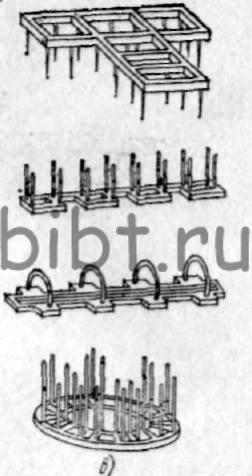
Рис. 82. Изготовление формы с мягкой постелью для нескольких отливок:
а —форма в разрезе, б — форма (вид сверху), в — отливки; 1 — яма, 2 — рельсы, 3 — ватерпас, 4 — формовочная смесь, 5 — модель, 6 — брус
В случае необходимости одну из реек осаживают. Рейки окучивают смесью, которую затем уплотняют, и вновь проверяют горизонтальность. Пространство между рейками засыпают наполнительной формовочной смесью, излишек ее сгребают линейкой. На рейки укладывают бруски высотой 10—12 мм, разровненную поверхность слоя отработанной смеси засеивают облицовочной смесью, снимают бруски и уплотняют возвышающийся слой смеси: один конец линейки прижимают к рейке, другой —приподнимают и, опуская его, уплотняют смесь на участке длиной 300—400 мм. После этого делают то же с другой стороны. Уплотненную смесь снова засыпают тонким слоем облицовочной смеси, на постель укладывают модель и осаживают ее ударами молотка или трамбовки через промежуточную прокладку. Так формуют мелкие опоки, стержневые каркасы, настилы пола.
При изготовлении таких форм необходимо помнить, что нельзя извлекать модель из формы, прежде чем не будет заформована соседняя модель. В противном случае форма может разрушиться или исказится конфигурация полости формы при осаживании соседней модели. В случае изготовления в одной форме по мягкой постели нескольких одинаковых отливок необходимо иметь не менее двух одинаковых моделей.
Изготовление открытой формы с затрамбовкой смеси. Яму (рис. 83) готовят, чтобы расстояние между моделью и стенкой ямы составляло примерно 100 мм на сторону. На дно ямы на клиньях - подкладках устанавливают модель. Горизонтальность модели проверяют ватерпасом. Под модель насыпают формовочную смесь, уплотняя ее руками, извлекают клинья - подкладки и окончательно уплотняют пространство внутри модели.
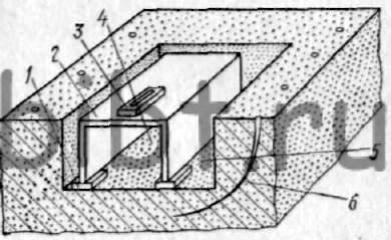
Рис. 83. Изготовление литьевой формы с мягкой постелью и затрамбовкой смеси:
1 — подкладка, 2—модель, 3—ватерпас, 4 — подмодельное пространство, 5 — зазор, 6 — вентиляционные каналы
Модель извлекают из формы, проверяют твердомером качество уплотнения, после чего доуплотняют слабые места. Насеивают облицовочную смесь толщиной до 5 мм, вновь устанавливают модель и осаживают ее до первоначального положения. При этом облицовочная смесь под моделью уплотняется и прочность формы увеличивается. Зазор между моделью и стенкой ямы заполняют облицовочной смесью, уплотняя ее. Заглаживают смесь в горизонтальной плоскости около модели. Изогнутой иглой накалывают вентиляционные каналы. Устанавливают литниковую воронку. В противоположной стороне формы прорезают сливную чашу. Извлекают модель из формы. Форму окончательно отделывают и заливают.
Сложные модели, которые очень трудно формовать таким способом из-за неудобства подбивки смеси под модель, выполняют с отъемной верхней частью.