
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Закрытая формовка в почве. Формовка в почве по твердой постели с верхней полуформой.
Этот способ позволяет изготовлять отливки как с плоской, так и со сложной поверхностью. Нижнюю полуформу готовят в почве по мягкой постели. Поверхность разъема формы посыпают сухим кварцевым песком или графитом. Стояк и выпор устраивают, как правило, в верхней полуформе. Ее положение фиксируют четырьмя деревянными кольями, которые забивают в почву с внешней стороны опоки перед началом формовки. После окончания формовки из верхней полуформы извлекают модели стояка и выпора, снимают верхнюю полуформу. Извлекают из почвы модель, прорезают литниковые каналы, отделывают и собирают форму.
Формовка в почве по твердой постели с верхней полуформой.
При изготовлении формы в почве (рис. 84) выкапывают яму, изготовляют жесткую постель из кокса толщиной 100—200 мм и устраивают вентиляционную систему из труб и наколов. Наполняют яму формовочной смесью толщиной 400—600 мм. Устанавливаю модель на наполнительную смесь и слегка ее вдавливают.
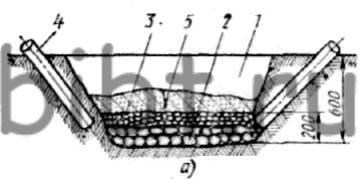
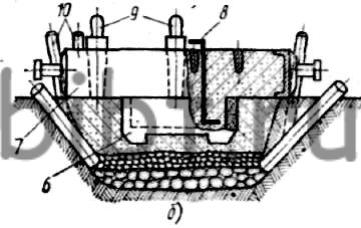
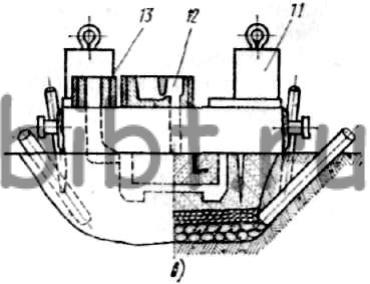
Рис. 84. Формовка по твердой постели:
а — изготовление твердой постели, б — форма перед извлечением модели, в —форма, готовая к заливке; 1 — яма, 2 — кокс, 3 — гарь, 4 — трубы, 5 — наколы, 6 — модель, 7 — опока, 8—крючки, 9 — стояк, 10 — колья для сборки формы, 11 — груз, 12 — литниковая чаша, 13 — наращалка
Извлекают смесь там, где она была спрессована выступающими частями модели. Опять опускают модель в яму, подбивают смесь под нижние и боковые поверхности модели для образования фасонной поверхности формы. Расталкивают и извлекают модель для контроля качества формы, например твердости. Насеивают слой облицовочной смеси, осаживают модель на 30—50 мм. Устанавливают модели элементов литниковой системы. Боковые поверхности модели обкладывают облицовочной смесью, затем заполняют яму наполнительной смесью. Уплотняют смесь последовательно сначала острой, затем плоской трамбовкой. Убирают излишки смеси с поверхности разъема формы линейкой, заглаживают разъем гладилками. Поверхность разъема посыпают сухим разделительным песком, устанавливают верхнюю опоку. Забивают центрирующие колья. Заформовывают смесь в верхнюю опоку с установкой крючков, выпоров и стояка, накалывают вентиляционные каналы. Снимают верхнюю полуформу, проверяют качество ее изготовления. Извлекают краном модель отливки, модели элементов литниковой системы, отделывают и сушат форму. После сборки формы и установки литниковой чаши, наращалок для выпоров груза форма готова к заливке.
Технологический процесс изготовления очень крупных отливок в почве по твердой постели с верхней полуформой имеет некоторые особенности.
Крупные модели ставят по ватерпасу на кирпичи с зазором от утрамбованного слоя 150—200 мм или же на заранее подготовленное дно ямы. Затем между нижней поверхностью модели и дном ямы равномерно и до высокой плотности уплотняют смесь. Это предотвращает размывание, распор или прорыв жидкого металла в нижней части формы.
В моделях с большой площадью основания делают специальные окна, через которые производят уплотнение смеси в отдельных труднодоступных местах. Местную слабину смеси доуплотняют после извлечения модели из формы с помощью специальных шаблонов, рамок и др.
Формовку ведут слоями толщиной 150—300 мм. Вначале на модель наносят облицовочную смесь требуемой толщины и уплотняют ее вручную, затем накладывают и уплотняют наполнительную смесь. В процессе набивки форму укрепляют крючками, стальными прутками, которые укладывают в формах для отливок массой до 20 т через один слой смеси и более 20 т — в каждом слое. При расстановке выдерживают расстояние между крючками 200—300 мм, а до стенок модели 20—30 мм. Выступы и углы форм укрепляют гнутыми по профилю прутками или арматурой.
Литниковую систему выполняют шамотными трубками. Верхнюю полуформу набивают также с прокладкой крючков, навешиваемых на крестовины опоки. Крупные модели перед извлечением из формы предварительно подрывают на 10—20 мм, эту операцию повторяют 2—3 раза.
После извлечения модели удаляют отъемные части, исправляют дефекты, прошпиливают и окрашивают форму.
Опоки небольших размеров и массы при сборке устанавливают непосредственно на плоскость разъема почвенной формы. Верхнюю полуформу крупного размера во избежание смятия и разрушения формы устанавливают на специально заформованные по углам металлические плиты. Центрирование верхней полуформы осуществляют при помощи деревянных кольев, которые забивают в почву по углам опоки. Колья выполняют роль направляющих штырей. Для крупных форм в почву забивают шесть кольев, для мелких — четыре. Колья забивают перед заполнением опоки смесью; забивка кольев после уплотнения верхней полуформы может привести к разрушению формы. Забивать их следует вертикально; наклонно забитые колья не обеспечивают точного центрирования полуформы.
Масса груза, накладываемого на крупную почвенную форму, достигает нескольких десятков тонн. Очевидно, что почвенная форма не может выдержать такой груз без разрушения. Поэтому груз укладывают не на опоку, а на специальные опоры в виде стальных балок (рис. 85). Подъему верхней полуформы при таком нагружении препятствуют клинья, забитые между грузом и опокой.
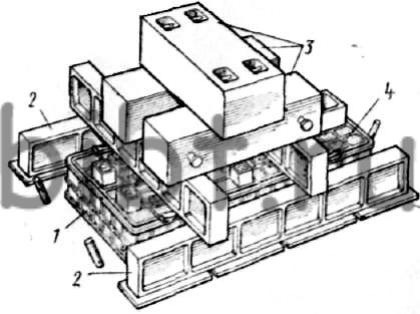
Рис. 85. Нагружение крупной почвенной формы:
1 — опока, 2 — опора, 3 — груз, 4 — клинья