
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Формовка в стержнях. Изготовление стержневой литьевой формы.
Особенности формовки в стержнях. Способ изготовления стержневой формы состоит в том, что форму частично или целиком собирают из стержней. Стержни оформляют не только внутреннюю поверхность отливки, но и всю наружную поверхность, иногда часть ее. Такой способ формовки применяют в основном при серийном производстве сложных по конфигурации отливок, которые должны иметь повышенную точность размеров и уменьшенную шероховатость поверхности.
При изготовлении отливок в стержнях значительно сокращается время изготовления отливки, улучшаются условия труда формовщиков, так как отсутствует трудоемкая операция по уплотнению литейной формы, резко уменьшается брак отливок. Стержни изготовляют в стержневом отделении, затем их транспортируют в формовочное отделение, где из них, соблюдая строго заданную последовательность, собирают форму. При сборке стержневой формы применяют контрольные шаблоны для проверки правильности установки стержней.
При производстве мелких отливок форму собирают из 2— 4 стержней. Стержни взаимно фиксируют при помощи выступов на одних и впадинах на других. Центровые стержни фиксируют их знаками. Каналы литниковой системы выполняют также в стержнях. Чтобы предотвратить поднятие верхних стержней под действием давления жидкого металла, собранную форму (рис. 92) нагружают грузом пли соединяют стержни стяжками (рис. 93). Сборку формы выполняют на плацу цеха.
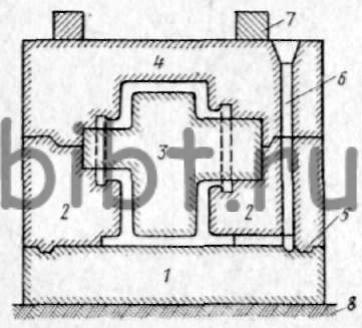
Рис. 92. Стержневая литьевая форма:
1, 2, 3, 4 — стержни, 5 — фиксаторы, 6 — литниковые каналы, 7 — груз, 8 — плац цеха
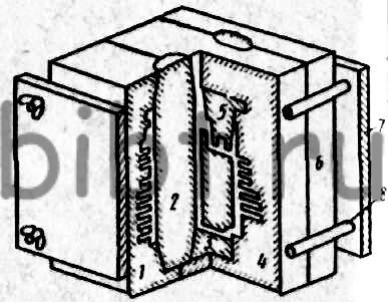
Рис. 93. Стержневая форма, скрепленная пластинами и стяжками:
1, 2, 3, 4, 5, 6 — стержни, 7 — пластины, 8 — стяжки