
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Литье по выплавляемым моделям. Литье в разъемные металлические формы. Декоративная отливка ограждения мостов.
Литье по выплавляемым моделям. Другой способ изготовления небольших художественных отливок тоже сложен и длителен. Он использует в своей основе метод выплавления модели. В современной технической литературе такой способ называют литье по выплавляемым моделям. Для изготовления модели может служить разъемная с одной или более плоскостями разъема пресс-форма, изготовленная по промодели из гипса или цементной смеси, или, если отливка сложная по форме, метод формовки «в кусках» по глиняной модели.
Получив тем или иным способом гипсовую, цементную или пластмассовую форму, наносят на ее рабочую поверхность слой разделительной смазки (трансформаторное масло). Затем в полость пресс-формы или «кусковой» формы заливают или запрессовывают в пастообразном состоянии модельный состав. Этот состав содержит 50% парафина и 50% стеарина. Взамен стеарина вводят иногда буроугольный воск, церезин — компоненты, улучшающие технологические свойства модельных составов. После затвердевания модель извлекают из пресс-формы, разбирая последнюю на части по поверхностям разъема. К модели припаивают прутки из модельного состава — модель литниковой системы.
На поверхность модели наносят суспензию и огнеупорный материал в несколько слоев. Каждый слой суспензии и огнеупорного материала высушивают на воздухе или в сушильных камерах. После наращивания общего огнеупорного слоя толщиной 5—10 мм модельный состав выплавляют, помещая всю форму в горячую воду. Тонкостенную керамическую форму, пустотелую после выплавления модельного состава, устанавливают в опоку. Опоку заполняют кварцевым песком или шамотной крошкой. Собранную таким образом форму нагревают в печи до температуры 950—1000°С, прокаливают в течение 0,5—2 ч, а затем направляют на заливку.
После охлаждения формы отливку очищают от огнеупорного покрытия, отделяют литниковую систему, при необходимости зачищают слесарным инструментом и чеканят мелкие детали поверхности.
Используя технологию литья по выплавляемым моделям в сочетании с кусковой формовкой, отливают очень сложные по конфигурации изделия художественного назначения. К ним относят скульптурные портреты, памятники, вазы, шкатулки и др. Изготовление таких отливок требует высокой квалификации, большого навыка в работе.
Литье в разъемные металлические формы. На заводах художественного литья применяют способ изготовления небольших по размерам скульптур в разъемных металлических формах - кокилях. В собранную из нескольких частей металлическую форму заливают расплав. После небольшого времени выдержки, в течение которого на внутренней поверхности кокиля намораживается корочка твердого металла, кокиль поворачивают на 180°, выливают остатки жидкого металла в плавильную печь. Таким способом получают небольшие серии пустотелых отливок, преимущественно из цинковых сплавов. На отливки наносят впоследствии декоративные покрытия, улучшающие их внешний вид.
На рис. 104. изображена модель из воска памятника Минину и Пожарскому, на рис. 105 — декоративная отливка ограждения мостов.
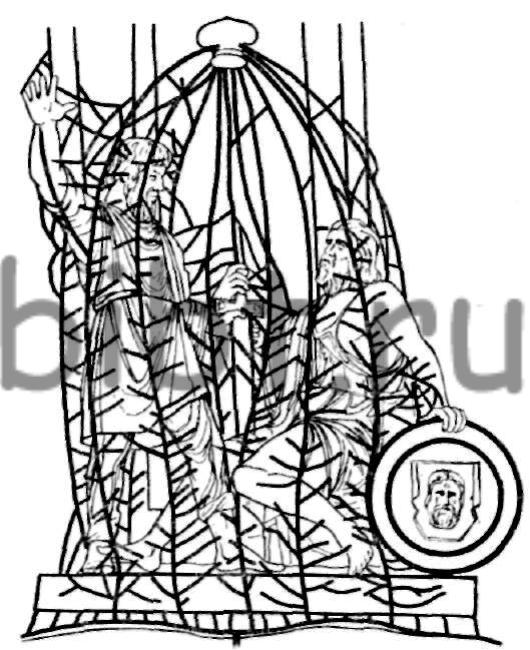
Рис. 104. Восковая модель памятника Минину и Пожарскому
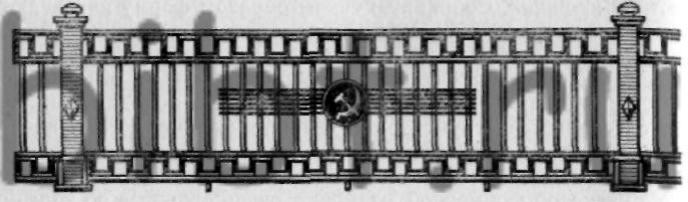
Рис. 105. Декоративная отливка ограждения мостов