
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Резьбовые калибры. Резьбовые калибр кольца, калибр скобы. Резьбовые калибр пробки.
Резьбу измеряют резьбовыми калибрами. Наружную резьбу (винт, болт) проверяют резьбовыми кольцами или скобами, внутреннюю (гаек, втулок и т. д.) - резьбовыми пробками.
Резьбовые калибры-пробки изготовляются цельными и со вставками на коническом хвостовике. Так же как и гладкие калибры, резьбовые калибры имеют длинную резьбовую часть проходную, а короткую - непроходную. Длина резьбовой части непроходного калибра имеет 3-5,5 витка. Проходной калибр имеет полный профиль (рис. 61, б). Кроме того, непроходная часть калибра снабжена на конце гладкой цилиндрической направляющей.
Цельные резьбовые калибры предназначаются для измерения небольших диаметров, а для измерения больших диаметров служат вставные пробки с коническим хвостовиком. Нормальные калибры (рис. 61, а) изготовляются цельными.
Конические резьбы проверяются коническими резьбовыми калибрами.
Резьбовые калибры-кольца изготовляются двух видов - жесткие (нерегулируемые) и регулируемые. Проходные нерегулируемые кольца (рис. 61, в) имеют резьбу по всей ширине, а у непроходных - укороченный профиль резьбы. Регулируемые кольца имеют ролики, за счет которых можно регулировать износ. Следует отметить, что регулируемые кольца более экономичны в эксплуатации, так как допускают возможность многократных регулировок. Резьбовые скобы несравненно производительнее в работе, чем резьбовые кольца.
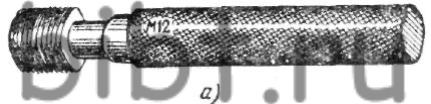
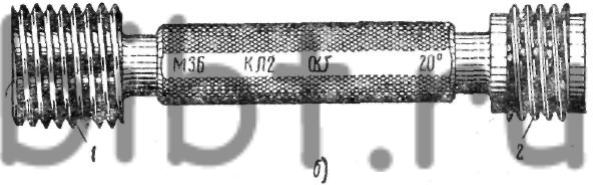
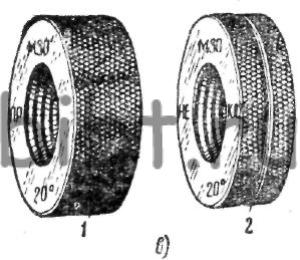
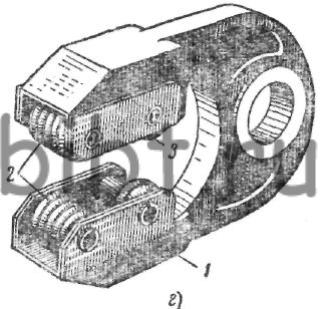
Рис. 61. Резьбовые калибры:
а - нормальный; б - предельный: 1 - проходная сторона, 2 - непроходная; в - калибр-кольцо: 1 - проходное кольцо, 2 - непроходное; г - скоба резьбовая предельная: 1 - корпус, 2 - проходные ролики, 3 - непроходные ролики
В производственной практике для проверки наружной резьбы часто используются роликовые резьбовые скобы (рис. 61, г), состоящие из корпуса 1, двух парных проходных роликов 2, и двух парных непроходных роликов 3. Все ролики легко вращаются на валиках. Проходные ролики им ют полную нарезку (не менее 8 витков профиля), а у непроходных роликов профиль несколько короче, а число витков на одном ролике два, а на противоположном один.
Недостатком резьбовых роликовых скоб является их деформация, приводящая к несколько увеличенным погрешностям измерения. Однако они имеют и преимущества: их легко устанавливать непосредственно на детали, обрабатываемые на станке, легко контролировать и регулировать при износе, а также они обеспечивают высокую производительность.
Наряду с совершенствованием технологических процессов все более широко совершенствуются средства контроля, которые автоматизируются и механизируются.
На производстве часто применяются различные многомерные контрольные приспособления, состоящие из различных измерительных инструментов, предназначенных для одновременного контроля нескольких размеров проверяемой детали.
Постепенно внедряются на производстве различные контрольные механизмы, облегчающие или полностью устраняющие ручной труд человека. При этом резко возрастает производительность труда.
Контрольные автоматы производят без вмешательства человека установку детали, ее измерение, в зависимости от полученных результатов, сортируют проверенные детали по группам.
Подробно об устройстве и приемах пользования средствами автоматического контроля рассказывается в специальной литературе по технике измерения, приводимой в конце книги.