
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 36. ЧИСТОТА ПОВЕРХНОСТЕЙ.
Долговечность работы машин и эксплуатационные данные их определяются в большей степени чистотой поверхности.
При любом методе обработки металлов резанием (сверление, развертывание, строгание, опиливание, шабрение, притирка и т. д.) не получится идеально гладкой и ровной поверхности деталей, всегда остаются следы в виде неровностей, шероховатостей, впадин, надиров, рисок и т. д. Даже поверхности, кажущиеся совершенно гладкими, после шабрения, притирки, развертывания и т. д., имеют мелкие неровности, не всегда видимые невооруженным глазом, но отчетливо различаемые с помощью приборов.
Степень чистоты поверхностей может быть разной. Чистота обработки зависит от высоты неровностей, шероховатостей, впадин, надиров и т. п., которые называются гребешками.
Чем точнее требуется обработка, тем должны быть ниже гребешки. Высота гребешков и глубина впадин (микрогеометрия) колеблются в значительных пределах - от десятых долей миллиметра до сотых долей микрона.
Высота и глубина микронеровностей зависит от способа обработки, степени вязкости металла обрабатываемой детали, конструкция режущего инструмента, режима механической обработки (скорости резания, подачи и др ). При опиливании высота гребешков получается больше, чем при шабрении или притирке.
Величина микронеровностей имеет большое значение при работе сопряженных деталей, в частности в подвижных соединениях.
При изготовлении детали необходимо обрабатывать с соблюдением установленных для них классов чистоты.
По ГОСТ 2789-59 чистота поверхностей классифицируется и обозначается в зависимости от особых показателей.
Критериями оценки микрогеометрии поверхности установлены два следующих параметра: среднее арифметическое отклонение профиля Ra - среднее значение расстояний, точек измеренного профиля до его средней линии.
Высота неровностей Rz- среднее расстояние между находящимися в пределах базовой линии длины l (длина участка поверхности, выбираемая для измерения шероховатости) пятью высшими точками выступов и пятью низшими точками впадин, измеренное от линии, параллельной средней линии (рис. 62, а).

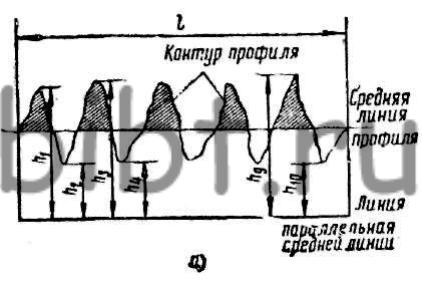
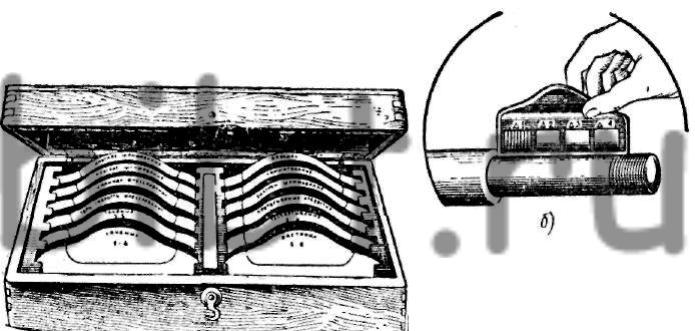
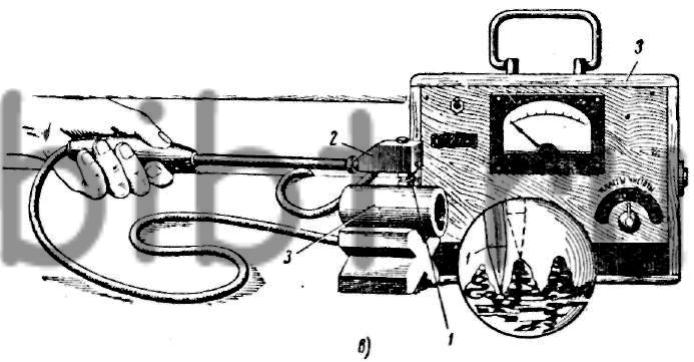
Рис. 62. Чистота поверхностей:
а - действительный профиль микронеровностей; б - проверка чистоты поверхности по образцу (эталону); в - проверка чистоты поверхности при помощи профилометра: 1 - алмазная игла, 2 - датчик, 3 – электроизмерительный прибор