
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Переносный опиловочно-зачистный станок (ОЗС). Электрические шлифовальные машинки завода «Электроинструмент».
Переносный опиловочно-зачистный станок (ОЗС), изображенный на рис. 118, а, предназначен для механизации доделочных и сборочных работ. Он состоит из стойки 1, головки 2, укрепленной на вилке 3 болтами 4, Такое устройство головки позволяет ей вращаться в вертикальной плоскости. Станок приводится в движение электродвигателем 5. Инструмент (рис. 118, б) закрепляется на конце гибкого вала 6, приводимого во вращение электродвигателем.
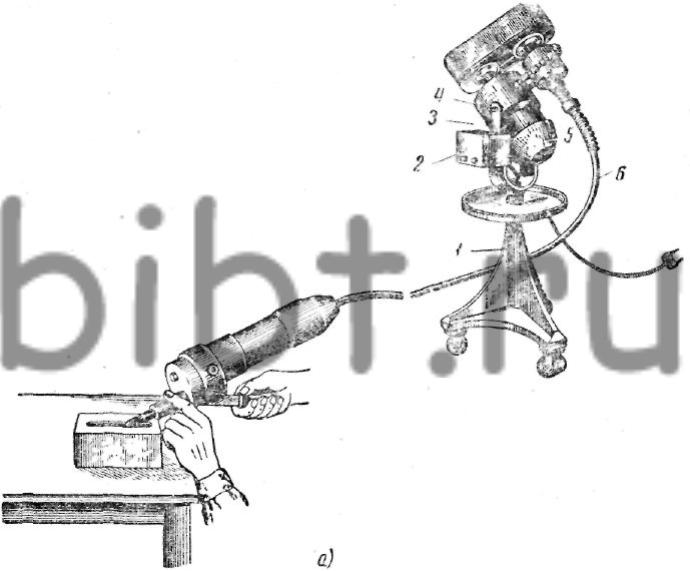
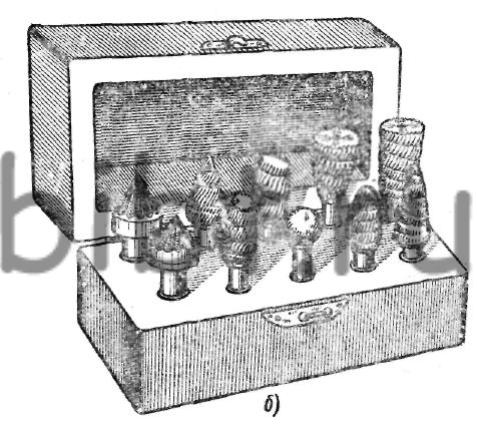
Рис. 118. Механизация опиловочных работ:
а - переносный опиловочно-зачистный станок (ОЗС): 1 - стопка, 2 - головка, 3 - вилка, 4 - болты, 5 - электродвигатель, 6 - гибкий вал; б - виды напильников
В опиловочно-зачистном станке инструмент получает вращательное движение. При необходимости преобразования вращательного движения в возвратно-поступательное к гибкому валу прикрепляют специальное приспособление (головку), преобразующее вращательное движение вала в возвратно-поступательное.
Особенно удобны в пользовании электрические шлифовальные машинки завода «Электроинструмент» (рис. 119). Эти машинки состоят из электродвигателя мощностью 0,2 или 0,8 квт и шпинделя с разнообразной формой абразивных кругов. Число оборотов круга 3500 и 12000 в минуту. Вес машинок 1,8 и 6,2 кг. Машинки работают от электросети переменного трехфазного тока напряжением 36 в и частотой 200 пер/сек.
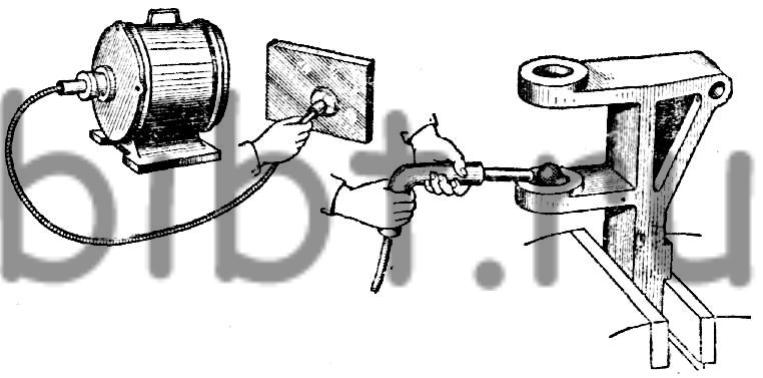
Рис. 119. Электрическая шлифовальная машинка и приемы работы
Наличие различных приспособлений к машинкам позволяет значительно расширить область применения последних. Например, применяя угловую державку, можно производить опиловку, шлифовку в труднодоступных местах и под разными углами.
В зависимости от условий производства ручное опиливание заменяют обработкой на строгальных, фрезерных и шлифовальных станках.
Один из институтов нашей страны опробовал в заводских условиях метод контурного травления деталей вместо опиливания. Процесс этот заключается в глубоком травлении на деталях только тех мест, которые подлежат опиловке. Детали, подлежащие обработке, предварительно очищают и обезжиривают, а затем места, не подлежащие обработке, покрывают защитным составом. Процесс этот очень простой и не требует высокой квалификации от. рабочего. Точность обработки достигается ±0,05 мм, а высота гребешков (неровностей) от 1,25 до 1,5 мк, что исключает зачистку. Контурное травление деталей является высокопроизводительным процессом, который может заменить многие ручные опиловочные работы.