
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Заточка сверл. Приемы заточки сверла.
Для образования режущей части сверла затачивают на специальных заточных станках, а при отсутствии станков - вручную на точилах абразивным кругом.
Угол заточки (град) при вершине сверла выбирается в зависимости от твердости обрабатываемого материала (рис. 120, в).
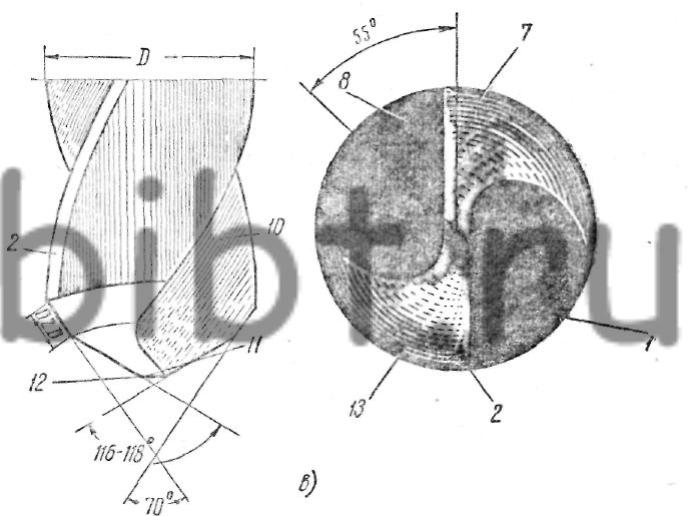
Рис. 120. Спиральные сверла: в - конструкция и элементы сверла;
Эбонит, целлулойд 85-90
Мрамор 80
Сталь, чугун, твердая бронза 116-118
Медь 125-130
Латунь, бронза 130-140
Алюминий, электрон, баббит 140
Износ сверла проявляется прежде всего в округлении режущих кромок и угла, а затем в истирании задней грани.
Износ сверла в первой стадии может быть обнаружен по резко скрипящему звуку. Опытный рабочий безошибочно по звуку устанавливает момент, когда сверло начинает затупляться. При работе изношенным сверлом температура резания резко возрастает и сверло быстро и интенсивно изнашивается, главным образом по углу.
Чем быстрее сверло будет изношено, тем больше придется с него снимать металла при переточке, поэтому сверло надо перетачивать при появлении первых признаков износа.
При ручной заточке сверла получить правильную симметричную форму и углы довольно трудно.
Затачиваться сверла должны, как правило, централизованно в заточном отделении, где имеются квалифицированные заточники и специальные станки. Однако каждый квалифицированный слесарь должен уметь заточить сверло вручную.
При заточке вручную сверло берут за рабочую часть левой рукой, возможно ближе к режущей части, и прижимают ее заднюю грань к поверхности абразивного круга, правой рукой берутся за хвостовик (рис. 121, а) и плавным движением покачивают и поворачивают сверло.
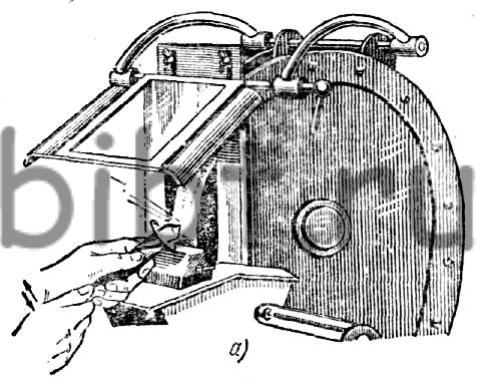
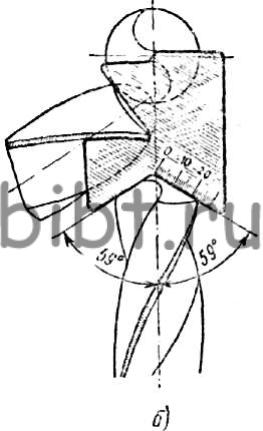
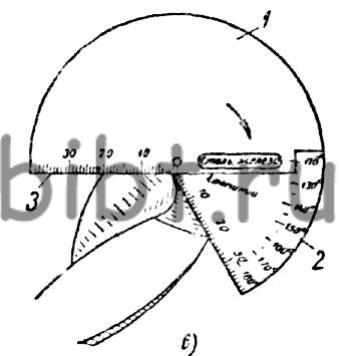
Рис. 121. Приемы заточки сверла:
а - положение при заточке; б - проверка качества заточки шаблоном; в - проверка качества заточки прибором: 1 - диск с делениями, 2 - шкала, 3 - шкала для измерения длины режущих кромок
Окружная скорость вращения круга при заточке должна составлять 25 м/сек. Круги применяют алундовые на керамической связке зернистостью 60-80, твердостью СМ1 или СМ2.
Сверла затачиваются с обильным охлаждением содовым раствором. Рабочую часть круга надо систематически править. Сверло должно иметь режущие кромки одинаковой длины, заточенные под одинаковыми углами.
После заточки задней поверхности сверла режущие кромки должны быть прямолинейными, угол наклона поперечной кромки для сверл диаметром до 15 мм должен быть 50°, а для сверл большого диаметра 55°. Длина поперечной кромки имеет большое значение для прочности и стойкости сверла и зависит от диаметра сверл: у сверл диаметром меньше 10 мм длина поперечной кромки берется 0,25 мм диаметра, у сверл диаметром больше 10 мм - 0,15 диаметра.
Качество заточки сверла проверяют, по специальным шаблонам (рис. 121, б). Одна сторона шаблона служит для проверки положения поперечной кромки, вторая - для проверки угла наклона винтовой линии, третья - для проверки угла при вершине сверла и для измерения длины режущей кромки.
Наиболее совершенной конструкцией для измерения углов заточки режущих инструментов и их элементов является прибор (рис. 121, в), состоящий из основного диска 1 с градуированной шкалой 2, имеющей деления от 25 до 180°, и шкалой 3, служащей для измерения длины режущих кромок спиральных сверл.
Преимуществом этого прибора является его универсальность, допускающая измерение углов заточки и элементов различных режущих инструментов: сверл, зубил и др. Применение его исключает необходимость изготовления большого количества специальных шаблонов, ускоряет процесс проверки и т. д.