
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Радиальносверлильные станки с программным управлением.
Радиальносверлильные станки с программным управлением широко применяются в нашей промышленности. При сверлении отверстий на вертикальносверлильных станках заготовку каждый раз приходится передвигать и ставить в новое положение. Это возможно только при сверлении отверстий в небольших по размеру и весу заготовках, а также тогда, когда в детали сверлится одно или два отверстия. При сверлении нескольких отверстий в больших и тяжелых деталях установка детали под сверло не только затруднительна, но и нецелесообразна, так как может привести к браку в связи с нарушением положения заготовки относительно обрабатываемых отверстий, В этом случае удобно перемещать не заготовку, а сверло со шпинделем. Этому условию удовлетворяют радиальносверлильные станки.
Существуют различные виды радиальносверлильных станков. На рис. 131 показан новейший тип радиальносверлильного станка с программным управлением. Этот станок предназначен для сверления отверстий диаметром до 50 мм.
В этом станке шпиндель с инструментом можно перемещать в радиальном и круговом направлениях, а затем устанавливать его в любой точке площади детали.
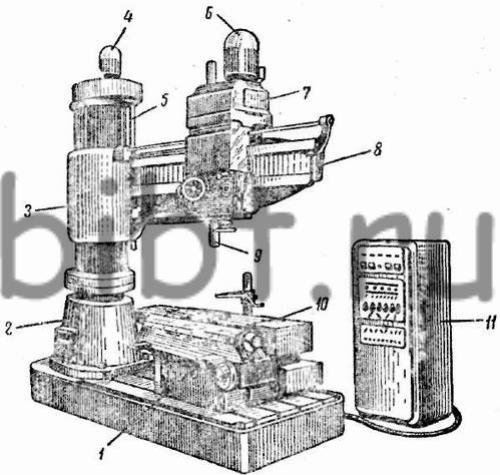
Рис. 131. Радиальносверлильный станок с программным управлением: 1 - плита, 2 - цилиндрическая стойка, 3 - хобот, 4, 6 - электродвигатель, 5 - винт, 7 - каретка. 8 - траверса, 9 - шпиндель, 10 - стол, 11 - программное управление
Радиальносверлильный станок состоит из плиты 1, на которой установлена цилиндрическая стойка 2 с электродвигателем наверху. На стойке 2 смонтирована траверса 8, которая благодаря хоботу 3 может поворачиваться вокруг стойки и перемещаться вверх и вниз. На траверсе находится каретка 7, в которой расположена коробка скоростей, передающая вращение шпинделю 9 через зубчатые колеса, получающие вращение от электродвигателя 6, смонтированного на каретке. Траверса перемещается вверх при помощи винта 5, получающего вращение от электродвигателя 4. Деталь устанавливается на столе 10. Поворот траверсы вокруг стойки производится вручную при помощи рукоятки. Программное устройство 11 позволяет задавать станку определенный режим обработки: глубину, подачу, скорость резания - и производить повторные действия.
Многошпиндельный вертикально-сверлильный станок со сменными шпинделями имеет один общий привод для всех шпинделей.
На станине смонтированы все основные узлы. От электродвигателя через коробку скоростей получает вращение главный шпиндель, который в свою очередь через группу зубчатых передач приводит в движение рабочие шпиндели, расположенные в многошпиндельной сверлильной головке. Последняя с гидравлическим приводом перемешается по направляющим станины вверх и вниз. При этом рабочий ход (вниз) шпинделей совершается медленно, а холостой (вверх) - быстро.
Стол рукояткой может также перемещаться вверх и вниз по направляющим станины.
Шпиндели в сверлильной головке могут быть установлены в зависимости от расположения отверстий у обрабатываемых деталей симметрично и несимметрично.