
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 70. УСТАНОВКА И КРЕПЛЕНИЕ ДЕТАЛЕЙ. Крепление деталей на призмах с прижимом планкой. Сверление деталей в кондукторе.
Перед началом работы на сверлильном станке необходимо прежде всего проверить:
- исправность его заземления;
- протереть стол, отверстие шпинделя;
- проверить наличие ограждения;
- проверить вхолостую от руки работу всех механизмов станка: вращение и подачу шпинделя при ручном передвижении ремня;
- закрепление стола, а также осевое перемещение шпинделя станка.
В случае обнаружения какой-либо неисправности ее надо устранить самостоятельно или с помощью слесаря-ремонтника.
Подготовка станка к работе заключается в установке детали, режущего инструмента и в определении режима работы (скорости и подачи при резании). Перед установкой режущего инструмента нужно закрепить деталь, в которой будет сверлиться отверстие.
Крепление изделий при сверлении может быть самым различным и в основном зависит от размеров деталей и диаметра обрабатываемых отверстий. Мелкие изделия при сверлении отверстий диаметром до 10 мм закрепляются в ручных тисочках.
При сверлении отверстий диаметром свыше 10 мм обрабатываемые детали необходимо точно и прочно закреплять в машинных тисках, а крупные детали - непосредственно на столе станка.
Для получения точного отверстия обрабатываемая деталь должна быть закреплена в тисках так, чтобы она не перемещалась и не качалась при сверлении. После предварительного зажима деталь легкими ударами молотка прижимают к нижней опорной поверхности и окончательно закрепляют. Тяжелые изделия при сверлении отверстий диаметром не более 10 мм устанавливают на столе станка без крепления.
Цилиндрическую деталь небольших размеров устанавливают в призме и зажимают хомутиком и планкой с направляющей втулкой, а длинные цилиндрические детали, где сверлятся отверстия больших диаметров, размещают на двух призмах и прикрепляют сверху планками (рис. 132).
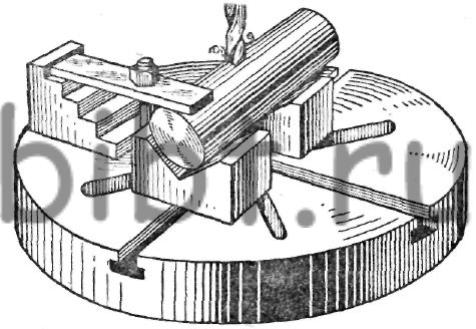
Рис. 132. Крепление деталей на призмах с прижимом планкой
Для сверления большого количества одинаковых деталей применяется кондуктор 1 (рис. 133) , в котором детали устанавливаются в определенном положении и закрываются крышкой 3, а сверло 4 направляется через точно обработанные закаленные кондукторные втулки 2, запрессованные в крышке.
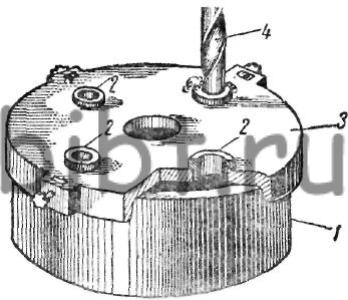
Рис. 133. Сверление деталей в кондукторе:
1 - накладной кондуктор, 2 - кондукторные втулки, 3 - крышка, 4 - сверло