
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 84. ПРОЦЕСС КЛЕПКИ.
Длина стержня заклепки выбирается в зависимости от толщины склепываемых листов и формы замыкающей головки.
Длина заклепки принимается:
для образования потайной головки:
l = s+(0,8 ÷1,2) d мм,
где l - длина стержня заклепки, мм;
s - толщина склепываемых листов, мм;
d - диаметр заклепки, мм;
для образования полукруглой замыкающей головки:
l = s + (1,2 ÷ 1,5) d мм.
Диаметр заклепки определяют, руководствуясь конструктивными соображениями. В зависимости от диаметра заклепки отверстия сверлят или пробивают дыропробойником. Диаметр отверстия должен быть на 0,2-0,5 мм больше диаметра заклепки (см. ниже).
Диаметр стержня заклепки, мм |
2,0 | 2,3 | 2,6 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 |
Диаметр отверстия заклепки, мм |
2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,1 | 5,2 | 6,2 | 7,2 | 8,2 |
Процесс клепки начинается со сверления отверстий под заклепки (рис. 155, а), осадки склепываемых листов при помощи натяжки (рис. 155, б), расклепывания головки (рис. 155, в) и, наконец, придания формы головке с помощью обжимки (рис. 155, г).
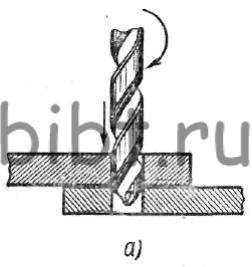

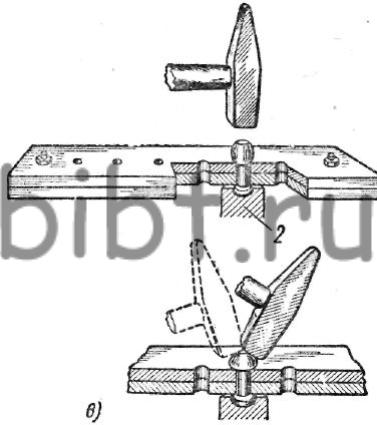
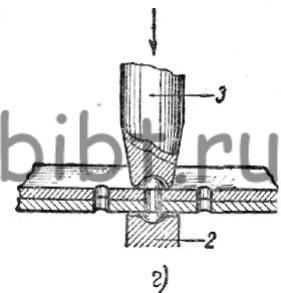
Рис. 155. Процесс клепки:
а - сверление отверстия, б - осадка склепываемых листов при помощи натяжки, в - расклепывание головки, г - придание формы головке с помощью обжимки; 1 - натяжка, 2 - поддержка, 3 - обжимка