
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 94. ТЕХНИКА ПАЯНИЯ. Паяние мягкими припоями. Паяние твердыми припоями.
Паяние мягкими припоями. Процесс паяния мягкими припоями состоит из следующих операций: подготовки деталей к паянию, паяния и обработки деталей после паяния.
Основным условием получения качественного паяния является чистота соединяемых поверхностей и равномерное прилегание их друг к другу. Поэтому соединяемые поверхности деталей вытираются насухо тряпкой и очищаются от грязи, ржавчины и жиров. Очистка производится шаберами, напильниками, металлическими или кордовыми щетками.
Паяние мягкими припоями бывает кислотное и бескислотное. При кислотном паянии в качестве флюсов употребляют хлористый цинк или техническую соляную кислоту; при бескислотном паянии - флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Соответствующие флюсы наносятся после очистки и подгонки поверхностей.
Паяние производится паяльником, который нагревается в горнах или на огне паяльных ламп (рис. 178, а) до легкого покраснения. Перегрев паяльника приводит к сильному окислению его поверхности и сгоранию полуды на рабочей части. Если паяльник перегрелся, его снимают с огня, после остывания зажимают в слесарные тиски (рис. 178, б) и опиливают рабочие стороны, а на ребрах снимают заусенцы. После зачистки паяльник снова нагревают.
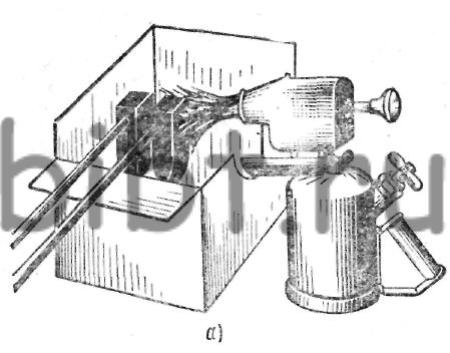

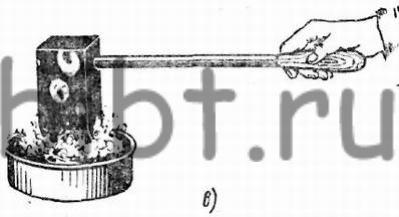
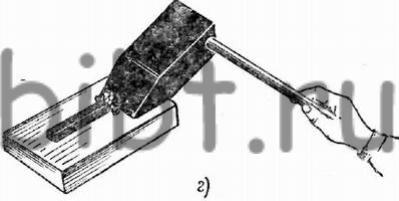
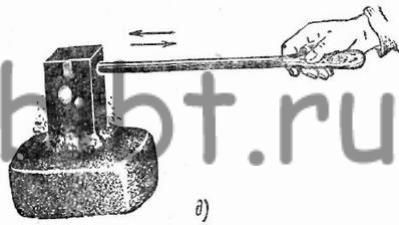

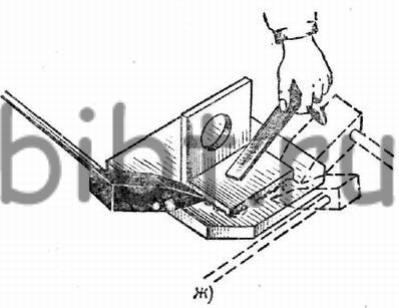
Рис. 178. Техника паяния:
а - нагрев обушка паяльника, б - зачистка паяльника, в - очищение паяльника от окалины в хлористом цинке, г - захват припоя, д - облуживание паяльника на кусковом нашатыре, е - нанесение флюса, ж - паяние.
Когда паяльник нагрет до нужной температуры, его быстро снимают с огня и очищают от окалины путем погружения рабочей части в хлористый цинк (рис. 178, в), после чего рабочей частью паяльника захватывают 1-2 капли припоя (рис. 178, г) и трут по куску нашатыря (рис. 178, д) до тех пор, пока рабочая часть не покроется ровным слоем припоя, т. е. не облудится. Место спайки протравливают кислотой (рис. 178, е).
Затем паяльник с прилипшими к нему каплями припоя накладывают на шов спаиваемых деталей, и как только шов прогреется до температуры плавления припоя, паяльник медленно и равномерно перемещают по шву. Расплавленный припой стекает с паяльника и заполняет зазор между спаиваемыми поверхностями (рис. 178, ж). Детали больших размеров таким образом паять нецелесообразно, поэтому изделия, имеющие большие соединяемые поверхности, после подготовки погружают в раствор флюса, а затем в ванну с большим количеством припоя. В этом случае припой быстро нагревает соединяемые детали.
Паяние твердыми припоями. Твердые припои применяются тогда, когда нужно получить прочные и температуроустойчивые швы.
Перед паянием поверхности припиливают друг к другу, тщательно очищают от грязи, окислов и жиров и шов обмазывают флюсом (бурой), накладывают на место спая кусочки припоя (медные пластинки), скрепляют вязательной проволокой и снова промазывают флюсом.
Подготовленные к паянию детали нагревают паяльной лампой или же в кузнечном горне. Когда припой расплавится, деталь снимают с огня и держат ее в таком положении, чтобы припой не мог стекать со шва, затем деталь охлаждают предварительно на воздухе до температуры 80-100° и погружают в воду. Такой способ охлаждения повышает прочность соединения и облегчает удаление шлаковой пленки. После охлаждения спаянные детали промывают и опиливают напильником выступающий припой, зачищают шов наждачной бумагой.