
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 98. ЗАЛИВКА ПОДШИПНИКОВ БАББИТОМ.
Вкладыши подшипников делают из чугуна, стали или бронзы, а внутренние части вкладышей лудят и заливают баббитом.
При заливке вкладышей баббитом выполняются следующие операции: выплавление из вкладыша старого баббита (если он был залит), обезжиривание, травление, облуживание, плавление баббита заливка подшипника, определение качества заливки, шабрение.
Выплавка старого баббита. Выплавление старого баббита можно производить нагревом на пламени паяльной лампы, в печах или погружением подшипника в расплавленный баббит.
Подшипники, залитые баббитом марки Б-83, устанавливают на подставку над ванночкой и выплавляют баббит нагревом паяльной лампой. Пламя паяльной лампы необходимо направлять на тыловую часть (рис. 180, а) подшипника. Нагрев должен быть равномерным. Нельзя направлять пламя паяльной лампы непосредственно на баббит.
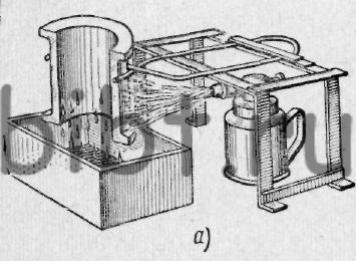
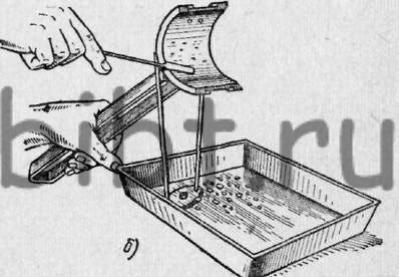
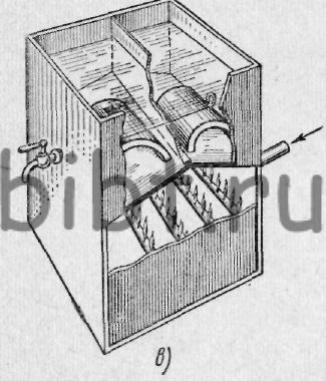

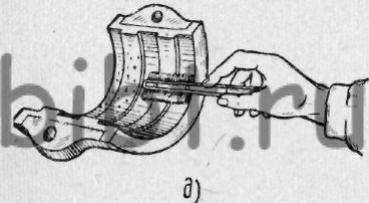
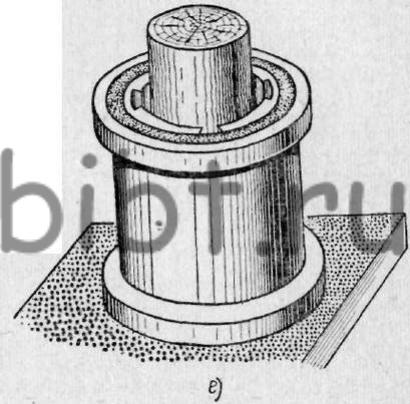
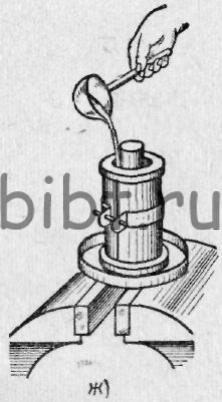

Рис. 180. Заливка подшипников баббитом:
а - нагрев вкладыша подшипника (выплавление старого баббита), б - удаление выплавленного старого баббита, в - обезжиривание, г - нагрев вкладыша подшипника, д - смачивание вкладыша флюсом, е - сборка вкладышей подшипника для заливки, ж - заливка вкладышей подшипника баббитом, з - проверка качества заливки на звук
В прогретом подшипнике в первую очередь расплавится полуда, а нерасплавленный баббит отстает от тела подшипника и может быть легко удален при помощи лудильной лопаточки (рис. 180, б).
При таком способе выплавки баббита полуда остается на вкладыше. Баббит БН или БТ лучше выплавлять погружением подшипников в расплавленные отходы баббита.
Обезжиривание. Обезжиривание необходимо для прочного соединения баббита с внутренней поверхностью вкладыша. Вкладыш следует хорошо очистить от грязи, промыть и обезжирить. Подшипники обезжириваются в кипящем 10-процентном водном растворе каустической соды (120-150 г на 1 л воды).
В зависимости от степени загрязнения продолжительность обезжиривания колеблется от 1 до 2 мин (рис. 180, в). Чтобы удалить с поверхности подшипника оставшуюся щелочь, подшипник после обезжиривания промывают сначала в горячей воде (80-90°), а потом в холодной проточной воде.
Для проверки качества обезжиривания на обезжиренную поверхность наносят каплю чистой воды. Если поверхность хорошо обезжирена, вода будет смачивать поверхность и растекаться, и наоборот.
Травление. Травление производится после обезжиривания подшипников. На протравленной поверхности вкладыша образуются мелкие неровности, которые способствуют увеличению прочности соединения вкладышей с баббитом.
Травление производится в 15-процентном водном растворе серной или 50-процентном водном растворе соляной кислоты в течение 2-5 мин, в зависимости от крепости раствора.
Для удаления оставшейся кислоты после травления подшипники промывают в горячем щелочном растворе (10-процентный раствор каустической соды). Если поверхность хорошо протравлена и промыта, она будет иметь светлый ровный цвет.
Облуживание. Поверхности подшипников, подлежащие лужению, покрывают флюсом (травленой соляной кислотой). Флюсование целесообразно производить два раза. Первый раз поверхность холодного подшипника смачивают флюсом при помощи волосяной кисточки, второй раз флюс наносят на подогретый подшипник при помощи асбестовой щетки (рис. 180, д).
Лужение может производиться двумя способами: погружен нием подшипника в расплавленную полуду или нанесением полуды на поверхность подшипника.
Перед тем как погрузить подшипник в полуду, поверхности, не подлежащие лужению, следует покрыть пастой, составленной из мелко истолченного и просеянного мела (4 стакана), воды (1 л) и жидкого стекла (0,5 л) или столярного клея.
Поверхности подшипника, подлежащие лужению, смачивают флюсом и подогревают подшипник до 150-180° (рис. 180, г).
Подготовленные таким образом подшипники погружают при помощи щипцов в расплавленную полуду на 3-5 мин.
Для нанесения полуды третниковой палочкой подшипник нагревают до такой температуры, чтобы при натирании о его поверхность палочка начала плавиться. После того как подшипник будет достаточно нагрет, на его поверхность наносят равномерный слой полуды. Плохо облуженные места присыпают нашатырем или смачивают флюсом и снова облуживают. Поверхность облуженного подшипника должна быть без пятен.
Плавление баббита. Одновременно с подготовкой подшипника плавят баббит.
В предварительно нагретый тигель загружают небольшими кусками баббит. Куски баббита для устранения образования шлака следует смочить небольшой порцией травленой соляной кислоты.
Поверхность расплавленного баббита покрывают слоем (толщиной 30-40 см) древесного угля, просеянного и не имеющего пыли. К свежему баббиту можно добавлять отходы в количестве 35-40% от веса шихты. К отходам относятся выплавленный из подшипников старый баббит, литники, спрессованная в брикеты стружка баббита, получаемая при расточке. Отходы могут быть использованы только после их предварительной подготовки. Загружают их в. тигель после того, как расплавится свежий баббит.
Расплавленную шихту следует очистить от попавших в нее частиц железа. Для этой цели в тигель опускают магнит, который притягивает частицы стали и чугуна. Приставшие частицы снимают с магнита сухой паклей или тряпкой.
Для восстановления окислов металлов, которые образуются при нагреве, баббит очищают нашатырем. Плавление баббита контролируется приборами для измерения высоких температур. Смешивать баббиты различных марок запрещается.
Чтобы баббит был жидкотекучим и хорошо заполнял форму, его температура перед заливкой должна быть выше температуры плавления на 50-60°.
Заливка подшипников баббитом. Заливка баббита в зависимости от конструкции подшипников (целый или разъемный) производится по-разному.
Целые подшипники при заливке устанавливают на железный противень с сухим песком (рис. 180, е). Чтобы баббит можно было налить несколько выше торца подшипника, на верхнем торце делают буртик. В отверстие подшипника вставляют деревянную пробку, диаметр которой должен быть на величину припуска (толщину баббита) меньше диаметра подшипника.
При заливке разъемных подшипников вкладыши собирают вместе, для предупреждения спаивания их баббитом между торцами вкладышей ставят металлические или асбестовые прокладки.
Собранные вкладыши устанавливают в приспособление и заливают баббитом (рис. 180, ж) с помощью ковша равномерной струей. Ручная заливка дает низкую производительность и большой расход баббита на припуск. При ручной заливке качество залитого слоя низкое. Более производительной является заливка центробежным способом. Расплавленный баббит заливают во вращающийся подшипник. Подшипник устанавливают в станок для центробежной заливки или в приспособление к токарному станку.
Заливка под давлением производится в специальных камерах, где расплавленный баббит подается на вкладыш под давлением 3-6 атм. Давление осуществляется поршневым насосом или сжатым воздухом.
Подшипники заливают на специально оборудованном рабочем месте, где имеется электропирометр для измерения температуры расплавленного баббита; электротигель для плавки баббита; прибор для заливки подшипников; ванночка для выплавления баббита из подшипников; паяльная лампа; тиски слесарные и бачки для охлаждающей воды.
Контроль качества заливки. Качество заливки проверяют после того, как подшипник совсем остынет. Подшипник осматривают и проверяют на звук. При внешнем осмотре следят за тем, чтобы поверхность была ровной, без трещин, пор, раковин, черновин, желтых пятен и имела серебристый цвет. Наличие желтых пятен или оттенков указывает на перегрев баббита. При проверке на звук по подвешенному подшипнику слегка ударяют молотком (рис. 180, з). Звук должен быть чистым металлическим, что свидетельствует о плотном соединении баббита с подшипником. Дребезжащий или глухой звук указывает на неплотное соединение баббита с подшипником.