
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Закалка. Температура закалки. Правила охлаждения при закалке. Приемы погружения деталей при закалке.
Закалкой называется термическая операция, увеличивающая твердость и прочность обрабатываемых деталей.
Закалка осуществляется путем нагрева стали до определенной температуры, выдержки при этой температуре и последующего охлаждения в различных средах: в водном растворе каустической соды или поваренной соли, масле, а также в свинце, селитре, щелочах и т. д.
Результаты закалки зависят от следующих условий: температуры нагрева, скорости нагрева, продолжительности выдержки, скорости охлаждения.
Температура нагрева при закалке зависит от марки стали, содержания углерода и выбирается по табл. 13.
Таблица 13 Температура закалки
| Содержание углерода, % | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,5 |
| Температура, град | 830 | 815 | 800 | 780 | 770 | 770 |
Стали марок Ст.1, Ст.2, Ст.3, 10 и 15 не закаливаются из-за незначительного содержания углерода.
Продолжительность выдержки зависит от сечения деталей и теплопроводности металла.
Охлаждение при закалке производится со скоростью 150 - 200° в 1 сек. Скорость охлаждения углеродистой стали устанавливается в зависимости от содержания в ней углерода; чем больше углерода содержится в стали, тем меньше должна быть скорость ее охлаждения во избежание образования различных пороков. Особенно тщательно нужно устанавливать скорость охлаждения при закалке деталей сложной формы, имеющих неодинаковые сечения по длине.
Различные скорости охлаждения нагретых до закалочной температуры деталей достигаются подбором охлаждающей среды. Наибольшую скорость охлаждения дает дистиллированная вода, а наименьшую-мыльная вода.
При охлаждении закаливаемых деталей необходимо соблюдать следующие правила:
1) количество охлаждающей жидкости должно быть достаточным, чтобы температура ее мало изменялась во время охлаждения закаливаемых предметов;
2) до погружения нагретой детали в охлаждающую среду (воду, масло) последнюю необходимо перемещать для выравнивания температуры во всех слоях;
3) для удаления образующейся вокруг погружаемой в жидкость детали паровой рубашки, препятствующей свежему притоку воздуха, обрабатываемую деталь следует перемещать в разные стороны;
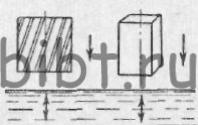
4) во избежание коробления тонкие длинные детали нельзя охлаждать, опуская в жидкость плашмя, потому что нижние слои металла, охлаждаясь первыми, сжимаются. Детали с неодинаковым сечением следует погружать более толстой частью вниз.
Приемы погружения деталей при закалке показаны на рис. 21.
| Детали | Правильно | Неправильно |
Длинные детали (сверла, концевые фрезы, развертки, напильники) |
 |
 |
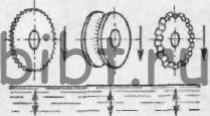
Цилиндрические изделия (цилиндрические фрезы) |
 |
 |
Дискодые детали (дисковые фрезы, дисковые пилы, пластины и пр.) |
 |
 |
Топоры, зубила, отвертки |
 |
 |
Обжимки, штампы |
 |
 |
Матрицы |
 |
 |
Мелкие штампы |
 |
 |
Рис. 21. Приемы погружения деталей при закалке
Большое влияние на образование трещин оказывает форма углов у детали. Поэтому углы, особенно острые, необходимо закруглять и тщательно обрабатывать, так как царапины могут вызвать трещины.
Угольник с прямым углом также дает трещины, если не просверлить во внутреннем углу отверстия и не сделать подрезки.
Например, зубцы шлицевого валика охлаждаются быстрее сердцевины и уменьшаются в объеме быстрее, чем стержень. Поэтому в углах создаются сильные напряжения, вызывающие трещины.
Кроме описанного способа закалки в различных средах, в заводских условиях широко распространена поверхностная закалка токами высокой частоты (т. в. ч.), а также ацетилено-кислородным пламенем.
Закаленная сталь обладает высокой прочностью и твердостью, но малой вязкостью. Кроме того, в закаленной стали имеются большие внутренние остаточные напряжения.