
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Контактная электросварка.
Осуществляется по принципу сварки давлением и основана на использовании тепла, выделяющегося при прохождении электрического тока через свариваемые детали. Этот вид сварки находит широкое применение в серийном и массовом производстве, так как обеспечивает высокую производительность и высокое качество сварных швов.
В зависимости от способа выполнения контактная сварка, как уже упоминалось, делится на точечную, роликовую и стыковую.
Точечная контактная сварка заключается в том, что подлежащие сварке изделия 1 и 2 накладываются друг на друга в нахлестку (рис. 26, а) и зажимаются между двумя металлическими электродами 3, подключенными к обмотке трансформатора 4. При включении тока место контакта нагревается. Выделившееся тепло расплавляет поверхностный тонкий слой металла в центральной, более нагретой зоне и сваривает его. Этот вид сварки благодаря высокой производительности, небольшому расходу электроэнергии и высокой прочности сварного соединения нашел широкое применение в самолетостроении, автомобилестроении, вагоностроении, сельхозмашиностроении и др.
Роликовая, или шовная, контактная сварка заключается в том, что свариваемые изделия 1 и 2 накладываются в нахлестку (рис. 26, б) и зажимаются электродами-роликами 3, подключенными к обмотке трансформатора 4, Верхний ролик 3 вращается от привода, а нижний свободно сидит на оси. Изделие зажимается между роликами, после чего включается ток и производится сварка. Роликовая сварка дает прочный и плотный сварочный шов, применяется при массовом изготовлении изделий из тонколистовой стали (1,5-2 мм): труб масляных, бензиновых или водяных баков и других изделий.
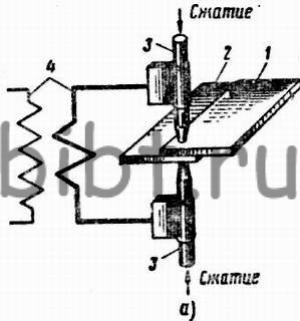
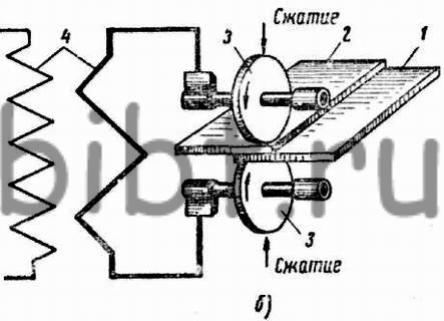
Рис. 26. Контактная электросварка:
а - схема точечной электросварки: 1 и 2 - свариваемые листы (изделия), 3 -» электроды, 4- обмотки трансформатора; б - схема роликовой сварки: 1 и 2 свариваемый металл (изделие), 3 - электроды-ролики, 4 - обмотки трансформатора
Стыковая контактная сварка выполняется с помощью сварочных машин ручного или механического действия. Свариваемые детали закрепляются в медных клеммах - электродах, а через них пропускается ток большой силы. Вследствие повышенного сопротивления выделяется большое количество тепла и происходит разогрев до сварочной температуры. Разогретые части сдавливаются и в месте контакта свариваются.
В нашей стране академиком Е. О. Патоном создана высоко-производительная автоматическая сварка, широко применяющаяся в машиностроении. Такой способ сварки позволяет подавать к сварному шву присадочную проволоку (электрод) и управлять дугой автоматически при помощи специальных устройств.
Многочисленными последователями Е. О. Патона созданы десятки прекрасных сварочных машин, позволяющих «сшивать» металл. Всемирное признание получил сварочный автомат с электронным программным управлением.
Сотрудник института им Е. О. Патона т. Федько разработал конструкцию нового компактного сварочного аппарата А-681 весом 7 кг, обеспечивающего производительность вдвое выше, чем обычные сварочные аппараты.
Рядом научно-исследовательских институтов разработана технология контактной сварки жаропрочных сталей и сплавов, титана и других металлов, получивших широкое применение в технике. На автомобильных заводах созданы новые типы производительных многоточечных машин.
Институт автоматики и телемеханики Академии наук СССР вместе с Московским трубным заводом разработал на базе счетно-решающих устройств систему управления трубосварочным аппаратом. Сварка все больше и больше внедряется во всех отраслях народного хозяйства, вытесняя другие виды соединений.