
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Штангенинструменты. Штангенциркуль.
Штангенинструменты являются наиболее распространенными в машиностроении видами измерительного инструмента. Штангенинструмент применяется для измерения наружных и внутренних диаметров, длин, толщин, глубин и т. д.
Все штангенинструменты основаны на применении нониусов, по которым производят отсчеты дробных долей делений основных шкал. Отечественной промышленностью выпускаются штангенинструменты с пределами измерений 100; 125; 150; 200; 300; 400; 500; 600; 800; 1000 и до 2000 мм и величиной отсчета 0,1; 0,02 и 0,05 мм.
Штангенциркуль.
На рис. 38 показан простейший штангенциркуль для измерений с величиной отсчета по нониусу 0,1 мм. Он состоит из штанги 1 с миллиметровыми делениями. На конце штанги закреплена губка 4. На штангу надета подвижная рамка 2, имеющая губки и глубиномер 5. Рамка может свободно передвигаться вдоль штанги и закрепляться в требуемом положении винтом 3. В рамке на скосе нанесены деления. Это дополнительное измерительное устройство называется нониусом 6.
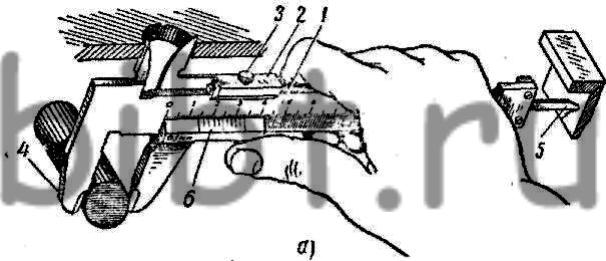
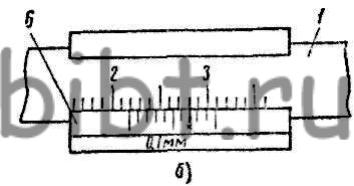
Рис. 38. Штангенциркуль с точностью отсчета 0,1 мм:
а - приемы измерения, б - приемы отсчета; 1 - штанга, 2 - подвижная рамка, 3 - винт, 4 - губка, 5 - глубиномер, 6 - нониус
Шкала нониуса имеет длину 9 мм и разделена на 10 равных частей. Следовательно, каждое деление нониуса равно 9/10 = 0,9 мм, т. е. короче деления на линейке на 1,0-0,9=0,1 мм. При таком расположении нониуса, когда его нулевое деление совпадает с нулем штанги, все деления нониуса, за исключением десятого, не совпадут с делениями штанги. Десятое же деление нониуса будет совпадать с девятым делением штанги.
Таким образом, первое деление нониуса не дойдет до первого деления штанги на 0,1 мм, второе - на 0,2 мм, третье - на 0,3 мм и т. д.
Перед измерением детали необходимо прежде всего проверить совпадение нулевого штриха нониуса с нулевым штрихом штанги.
При измерении деталь берут в левую руку, а штангенциркуль в правую и большим пальцем подвижную рамку штангенциркуля перемещают по штанге до тех пор, пока рабочие поверхности ножек не будут плотно прилегать к поверхностям измеряемой детали.
Чтобы определить размер, показываемый штангенциркулем, необходимо:
1) установить, какое деление штанги прошло нулевое деление нониуса;
2) определить, какое деление нониуса точно совпадает с делением штанги;
3) сложить результаты двух отсчетов.
Допустим, что нулевое деление на шкале прошло 21 деление на штанге и не дошло до 22-го деления, а деление штанги совпало с седьмым делением нониуса, тогда отсчет будет равен 21+(0,1х7) =21,7 мм.
Отечественной промышленностью выпускаются штангенциркули с точностью отсчета 0,02 мм и 0,05 мм с верхним и нижним предельными измерениями 0-25; 0-150; 0-200 и т. д.
Штангенциркуль с точностью отсчета 0,02 мм, изображенный на рис. 39, состоит из штанги 6, подвижной губки 1, выполненной за одно целое с рамкой 2 и связанной микроподачей 5 с движком 4. При помощи микроподачи ножки штангенциркуля точно устанавливают на соответствующий размер.
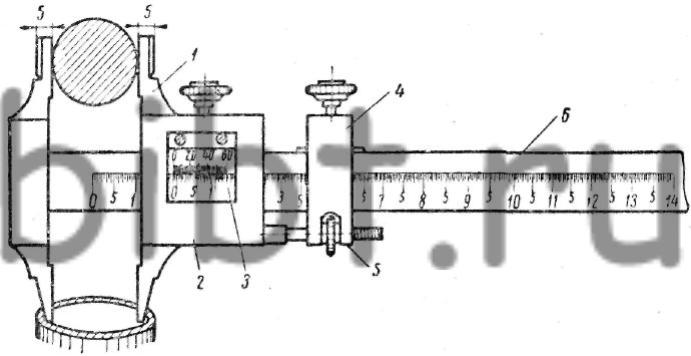
Рис. 39. Штангенциркуль с точностью отсчета 0,02 мм:
1 - подвижная губка, 2 - рамка, 3 - нониус, 4 - движок, 5 – микроподача, 6 - штанга
Нониус 3 штангенциркуля имеет длину 49 мм и разделен на 50 равных частей: таким образом, масштаб нониуса равен 49/50 = 0,98 мм. Разность между делениями шкалы и нониуса равна 0,02 мм. При измерении необходимо проверить нулевое положение штангенциркуля. Отсчет размеров на штангенциркуле ведется в следующем порядке: например, если на штанге нуль нониуса прошел 12 мм и 14-е деление нониуса совпало с одним из делений штанги, то измеряемая величина будет равна 12 + (14х0,02) = 12,28 мм.
Подобное же устройство и у штангенциркулей с точностью измерения 0,05 мм, но в отличие от штангенциркулей с точностью измерения 0,02 мм они имеют нониус со шкалой длиной 39 мм, на которой нанесено 20 делений. Каждое деление нониуса равно 39/20 = 1,95 мм, следовательно, отсчет может быть произведен с точностью 0,05 мм.
Работа с штангенциркулем требует большого навыка и особого внимания. Перед измерением необходимо убедиться в том, что измерительные поверхности губок штангенциркуля ровны, без забоин и искривлений. Для этого губки следует сдвинуть до полного соприкосновения одна с другой, измерительные поверхности губок должны плотно прилегать друг к другу и между ними не должно быть просвета, а нулевое деление нониуса должно совпадать с нулевым делением штанги.
Необходимо проверить также плавность движения рамки и ее микрометрической подачи. Рамка не должна заедать, шататься при движении, перекашиваться и смещаться при зажиме.
При измерении штангенциркулем необходимо наблюдать за правильной установкой губок штангенциркуля по отношению к измеряемой плоскости.