
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Штампы гибочные
Эскизы типовой конструкции и штампуемой детали, схема штамповки и назначение штампа
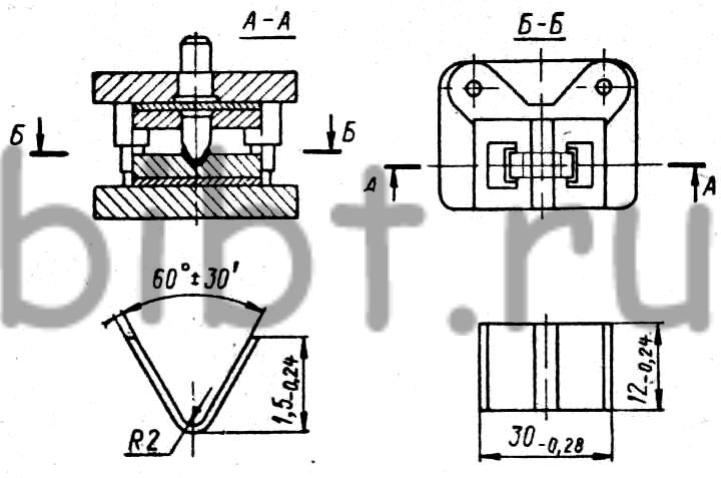
Штамп для свободной гибки деталей под углом
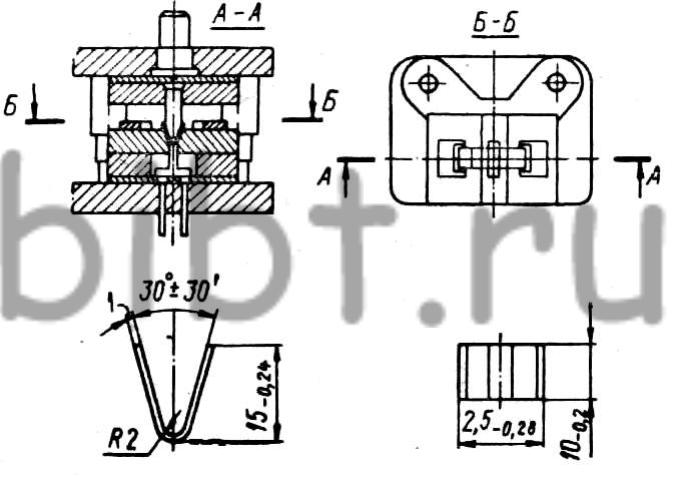
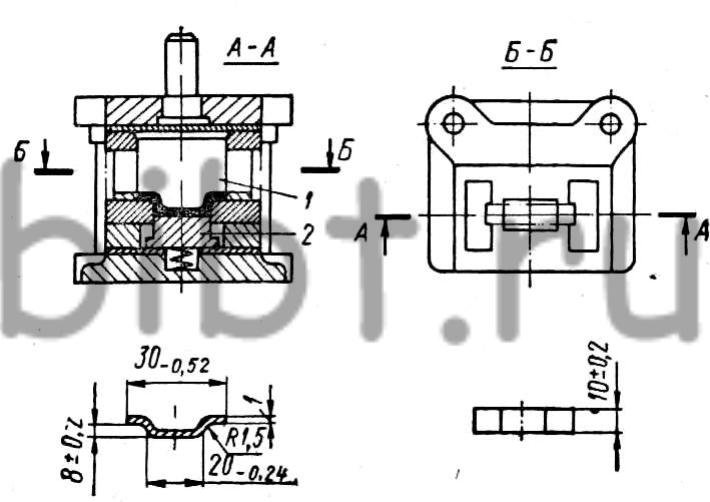
Штамп с нижним прижимом для гибки деталей под углом
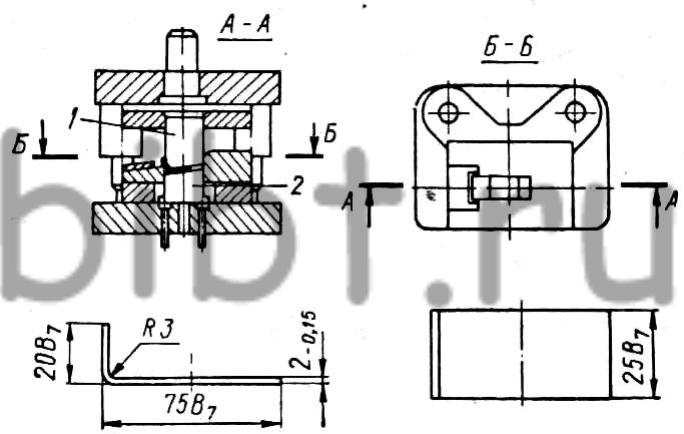
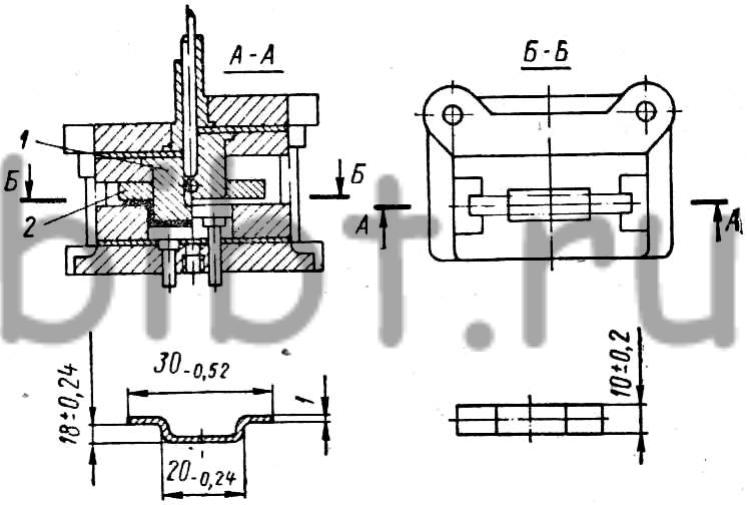
Штамп с нижним прижимом для гибки под углом деталей с длинной полкой. Передняя и прижимная плоскость пуансона 1 и прижима 2 расположены под углом 7° к горизонтальной плоскости
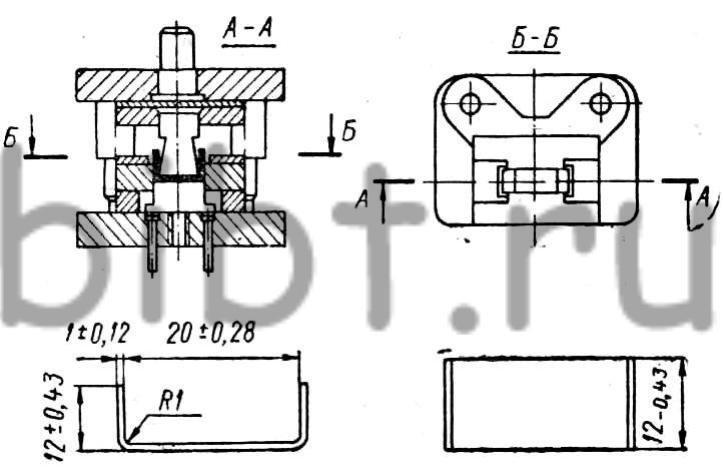
Штамп с нижним прижимом для гибки двух полок под углом 90°
Штамп для гибки деталей в двух плоскостях с чеканкой. Пуансон 1 выполнен по форме детали. Для съема детали установлен выталкиватель 2
Штамп с нижним прижимом для гибки деталей в двух плоскостях. Гибка осуществляется неподвижным и подвижным пуансонами 1 и 2. Съем детали производится пуансоном 2
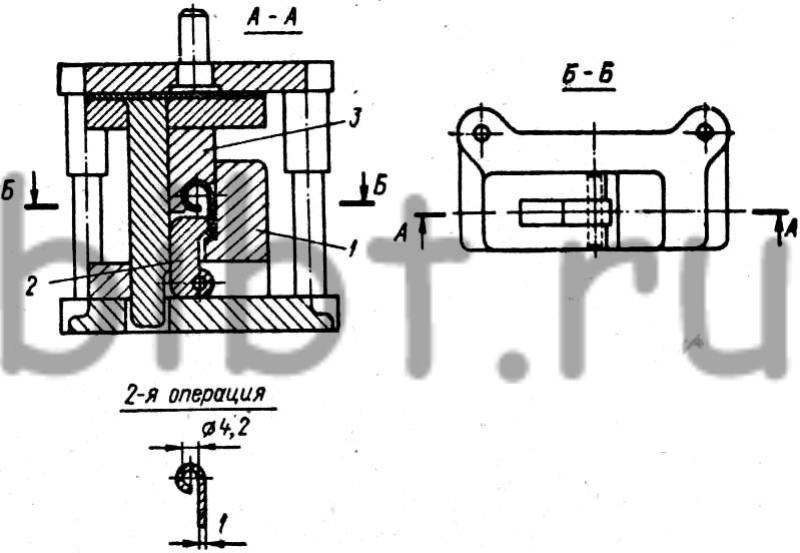
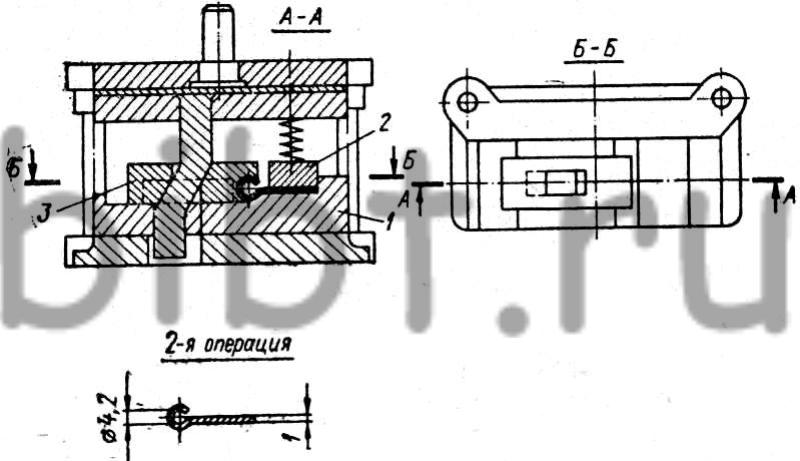
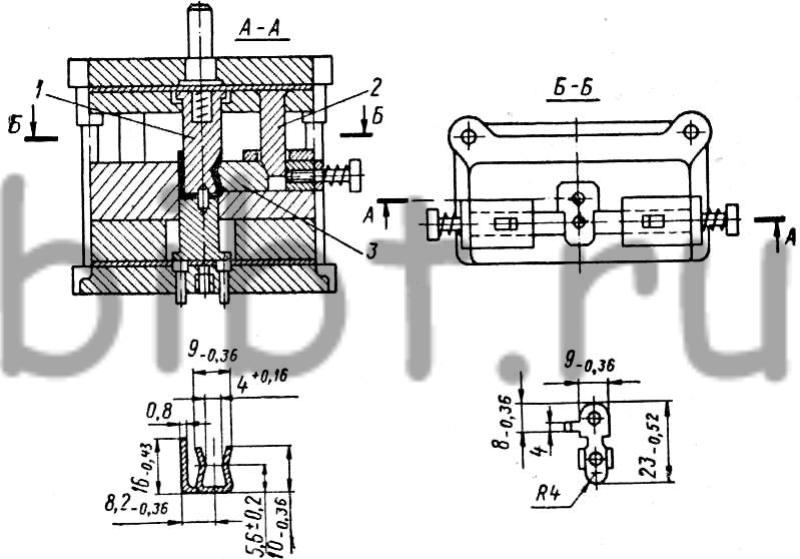
Штамп для окончательной гибки петли. Заготовка устанавливается на стойке 1 и прижимается прижимом 2. При ходе ползуна пресса вниз пуансон 3 производит окончательную гибку
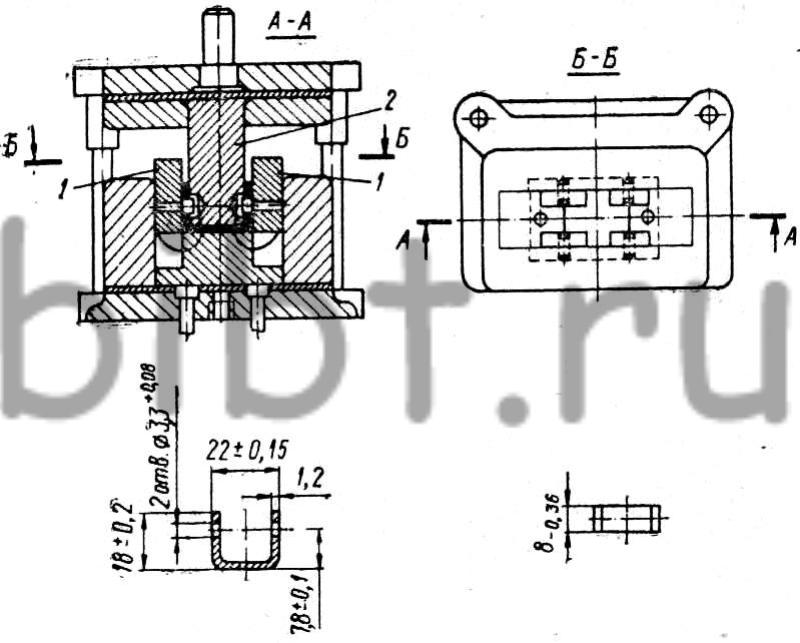
Штамп с нижним прижимом для гибки деталей с соосно расположенными отверстиями в полках. Заготовка фиксируется отверстиями на развернутых полуматрицах 1. При ходе ползуна пресса вниз полуматрицы, вращаясь на шарнирах, огибают заготовку по пуансону 2
Штамп с нижним прижимом для гибки деталей с поднутрениями. При ходе пресса вниз производится гибка пуансоном 1, затем при помощи клиньев 2 — окончательная гибка пуансонами 3
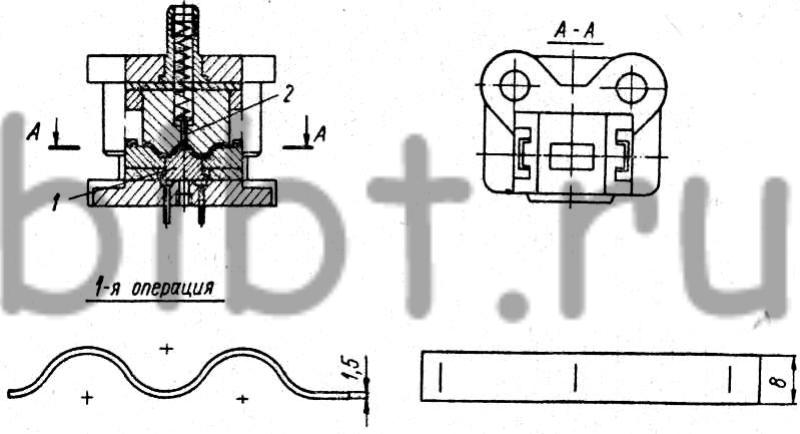
Штамп предварительной гибки круглых деталей. В процессе гибки прижим заготовки осуществляется прижимами 1 и 2
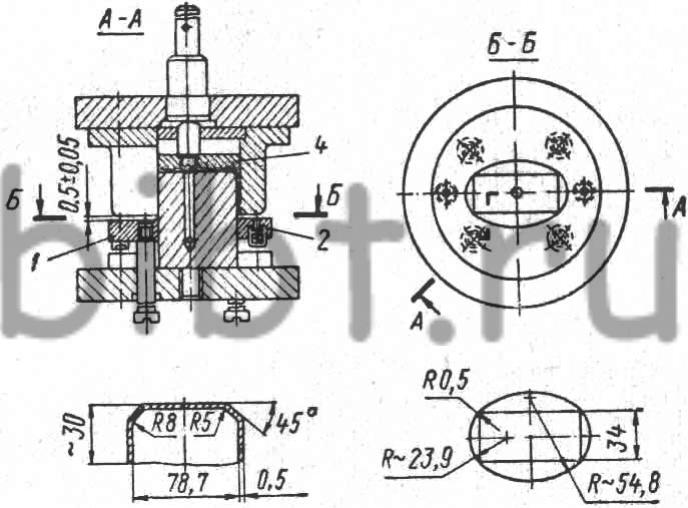
Штамп окончательной гибки круглых деталей. Гибка детали осуществляется пуансоном 1 и на матрице 2