
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Штампы вытяжные
Эскизы типовой конструкции и штампуемой детали, схема штамповки и назначение штампа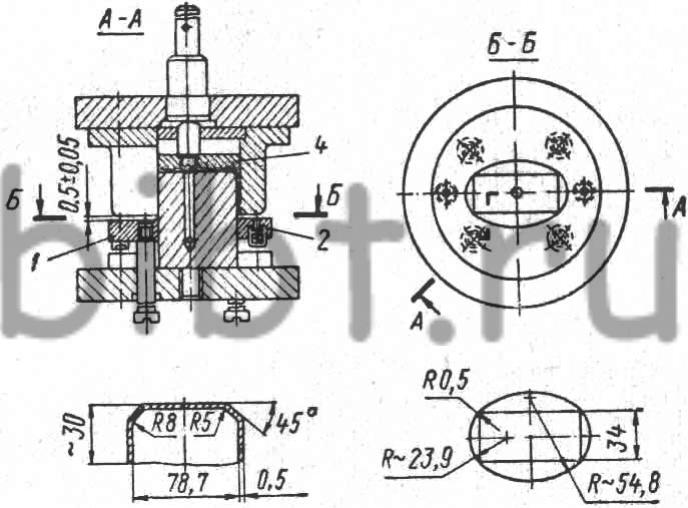
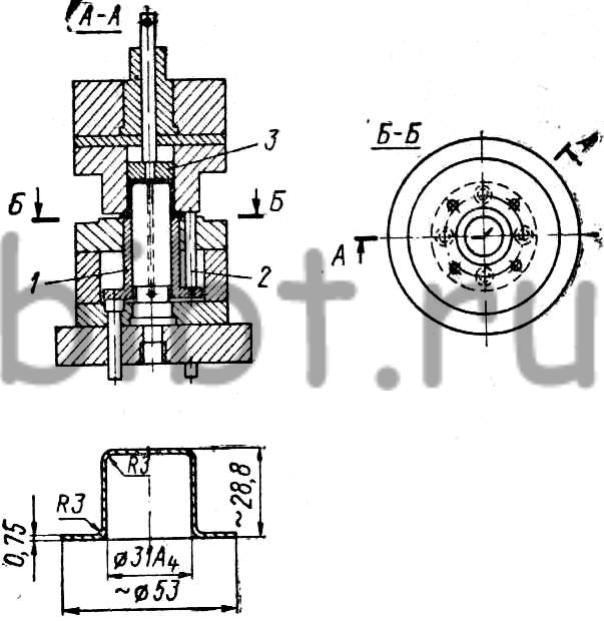
Штамп для первой операции для вытяжки прямоугольных деталей из плоской заготовки. Заготовка укладывается на прижиме 1 между фиксаторами 2. Вытяжка происходит с прижимом за счет нижнего буфера. Съем детали осуществляется выталкивателем 4
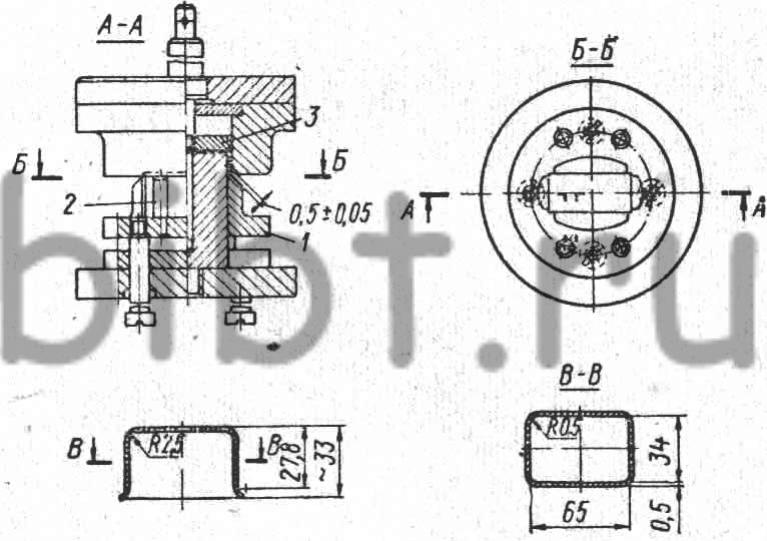
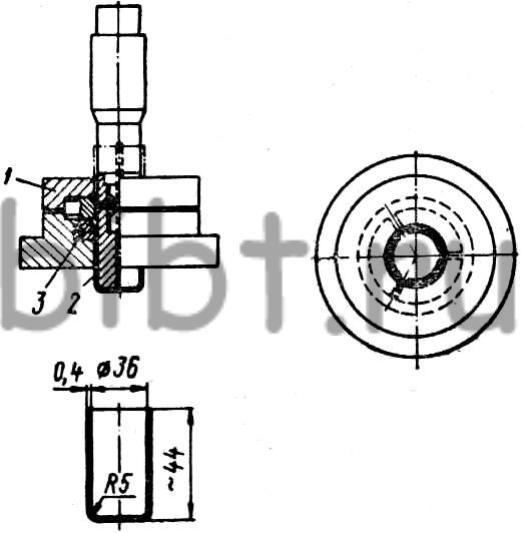
Штамп для последней операции при вытяжке прямоугольных деталей. Заготовка устанавливается на прижиме 1. Прижим осуществляется буфером. Опережающие колонки 2 обеспечивают постоянный зазор между матрицей и прижимом. Съем детали осуществляется выталкивателем 3
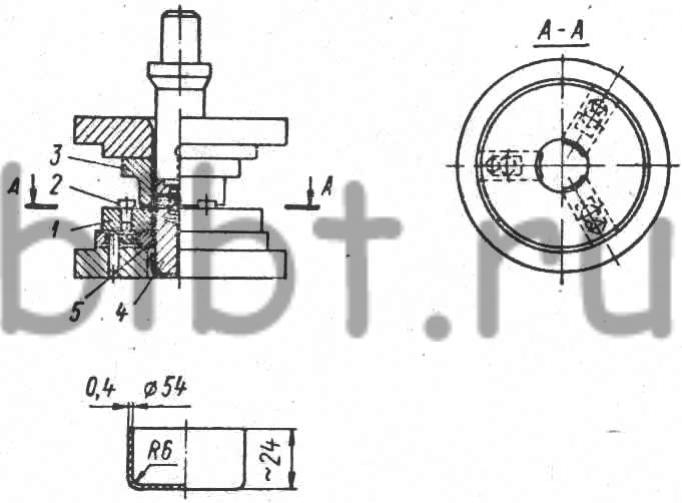
Штамп для первой операции при вытяжке цилиндрических деталей из плоской заготовки на прессе двойного действия. Заготовка укладывается на матрице 1 между фиксаторами 2. Деталь штампуется на провал. Прижатие заготовки осуществляется прижимом 3. Съем детали с пуансона 4 производится сбрасывателями 5
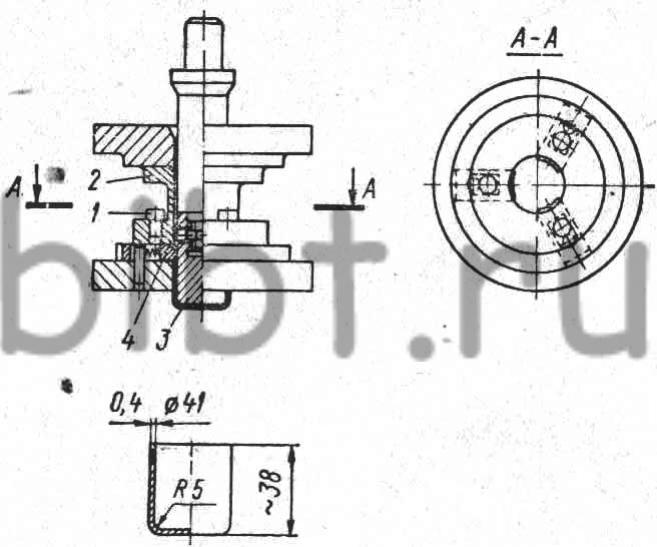
Штамп для последующих операций при вытяжке цилиндрических деталей на прессе двойного действия. Заготовка устанавливается между фиксаторами 1. Деталь штампуется на провал. Прижатие заготовки осуществляется прижимом 2. Съем детали с пуансона 3 производится сбрасывателями 4
Штамп для последующих операций при вытяжке цилиндрических деталей с фланцем. Заготовка устанавливается на фиксатор 1. Опережающие колонки 2 обеспечивают постоянный зазор между прижимом и матрицей. Прижим заготовки осуществляется буфером, съем детали — выталкивателем 3
Штамп для последующих операций при вытяжке цилиндрических деталей без прижима на провал. Заготовка устанавливается на фиксатор 1. Съем детали с пуансона 2 осуществляется сбрасывателями 3
Штамп для последовательной вытяжки и вырубки цилиндрических деталей из ленты вниз. Направляющие планки 1 и 2 выполнены ступенчатыми для компенсации утяжки ленты. Упор 3 обеспечивает штамповку деталей по всей длине ленты
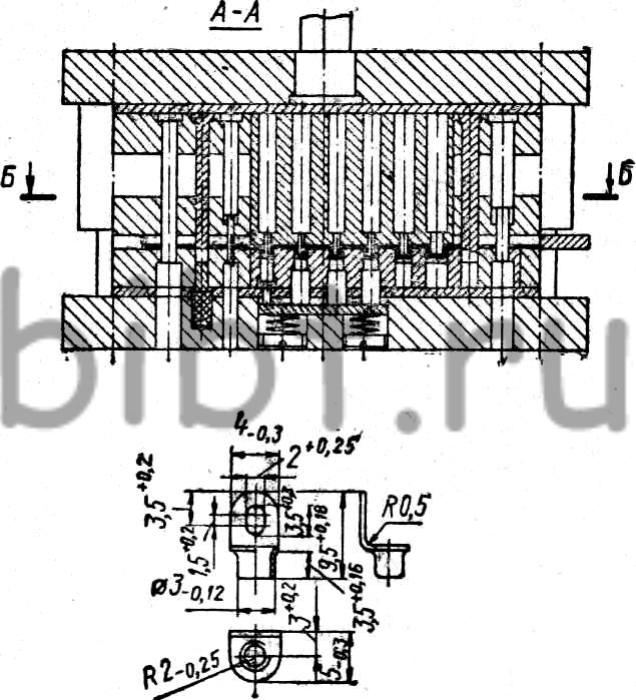
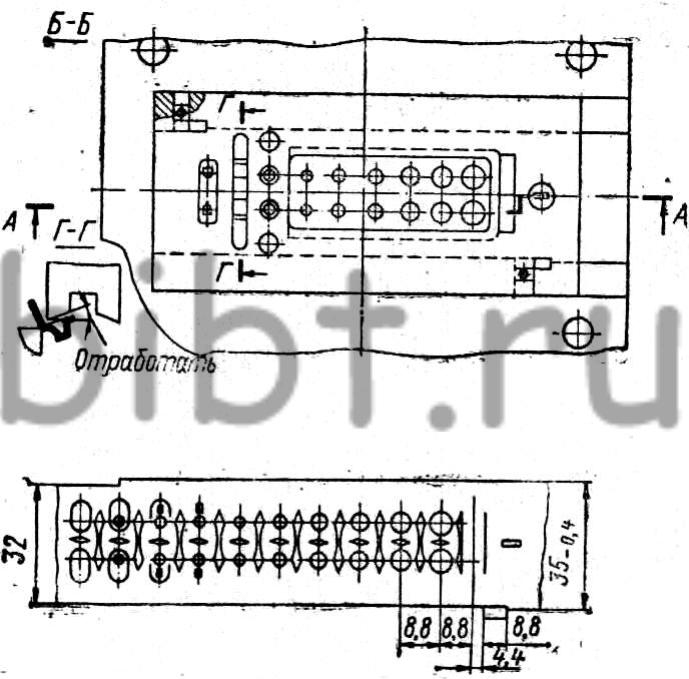
Штамп для последовательной вытяжки, вырубки и гибки деталей из ленты. Вытяжка и гибка происходят вниз без прижима. Гибка детали под прямым углом осуществляется пуансоном, угол которого выполнен с учетом пружинения
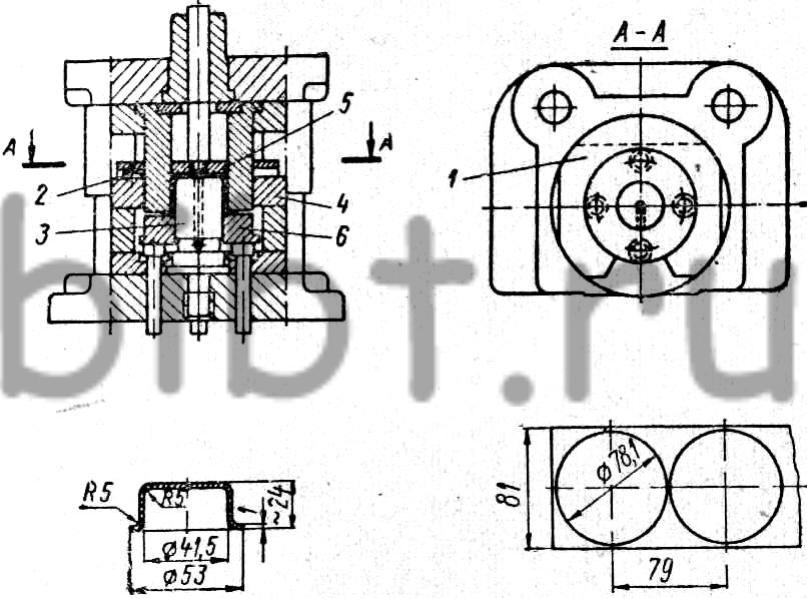
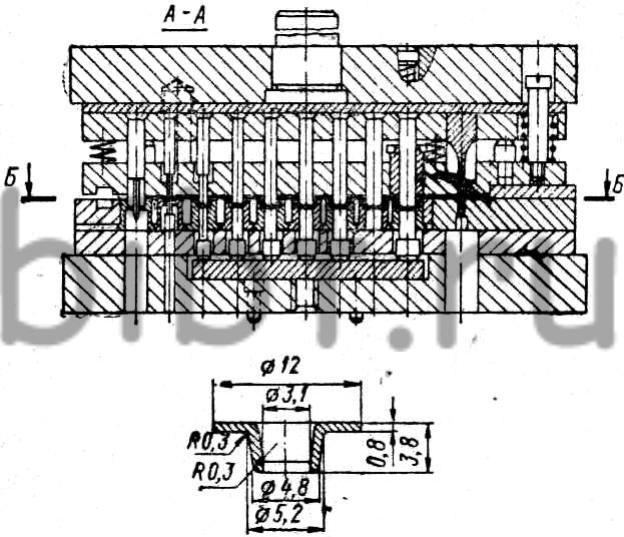
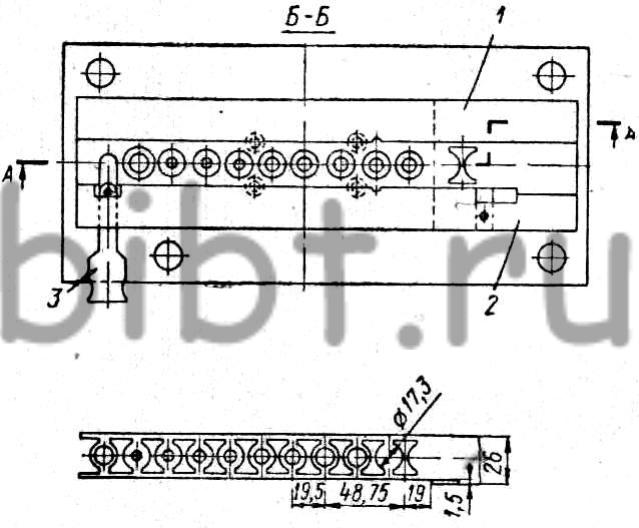
Штамп для вырубки круглой заготовки из полосы и одновременно для вытяжки цилиндрической детали с фланцем. Полоса при подаче на шаг до упора 2 направляется плоскостью съемника 1. Пуансон 3 находится ниже рабочей полости матрицы 4 на толщину материала. Высота детали регулируется ходом ползуна. Удаление детали осуществляется выталкивателем 5 и прижимом 6
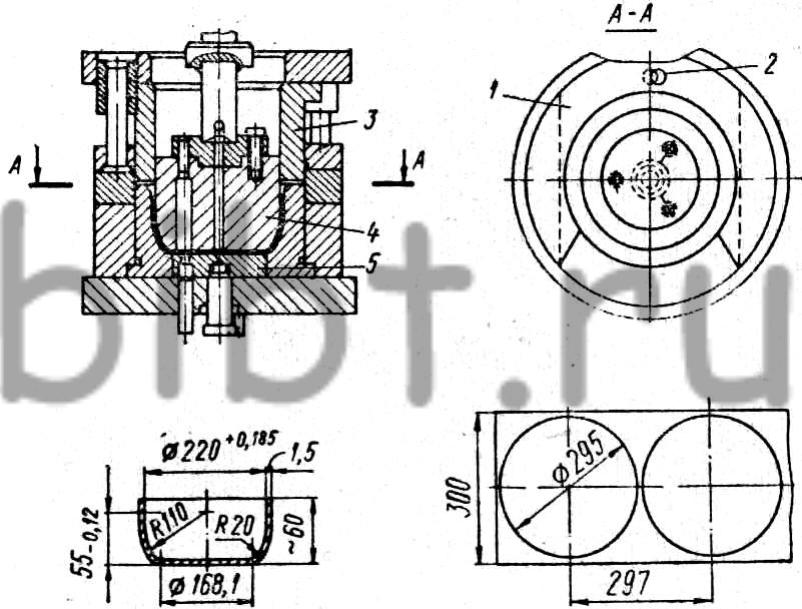
Штамп для вырубки заготовки и вытяжки деталей цилиндрической формы со сферическими поверхностями на прессе двойного действия. Полоса при подаче на шаг до упора 2 направляется плоскостью съемника 1. Вырубка заготовки осуществляется пуансоном 3, который в процессе вытяжки прижимает заготовку. Вытяжка осуществляется пуансоном 4, съем детали—съемником 5