
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Штампы многооперационные
Эскизы типовой конструкции и штампуемой детали, схема штамповки и назначение штампа
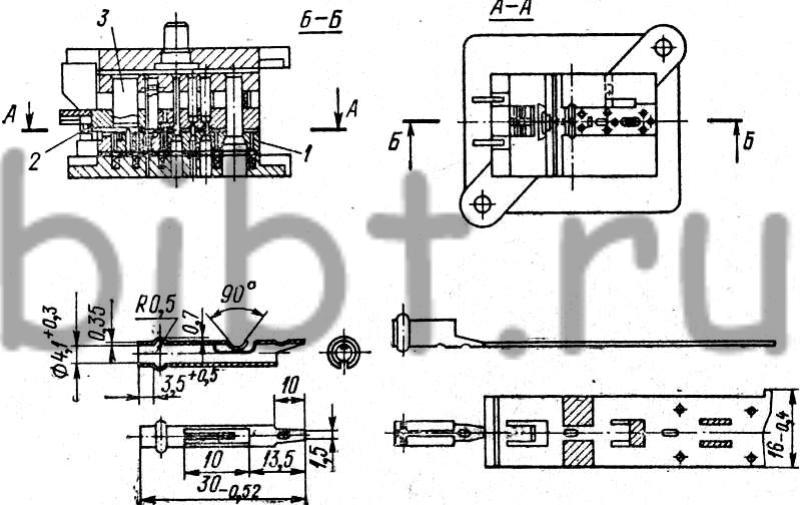
Штамп ножевой с верхним прижимом для пробивки отверстий и пазов, вырубки, формовки, гибки и отрезки детали. Для удобства изготовления матрица 1 выполнена со вставками. Гибка детали производится на оправке 2 пуансоном 3. Подача оправки 2 в рабочую зону осуществляется вместе с ходом ползуна пресса
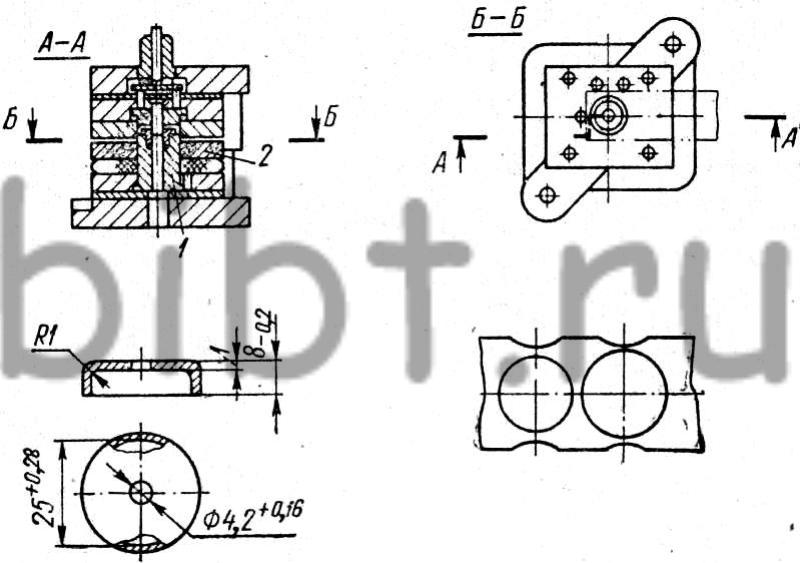
Штамп для вытяжки деталей из ленты, обрубки фланца на радиусе матрицы и пробивки отверстий. Для съема детали с пуансона 1 отверстие в съемнике 2 под пуансон выполняется по пуансону с зазором 0,01 мм
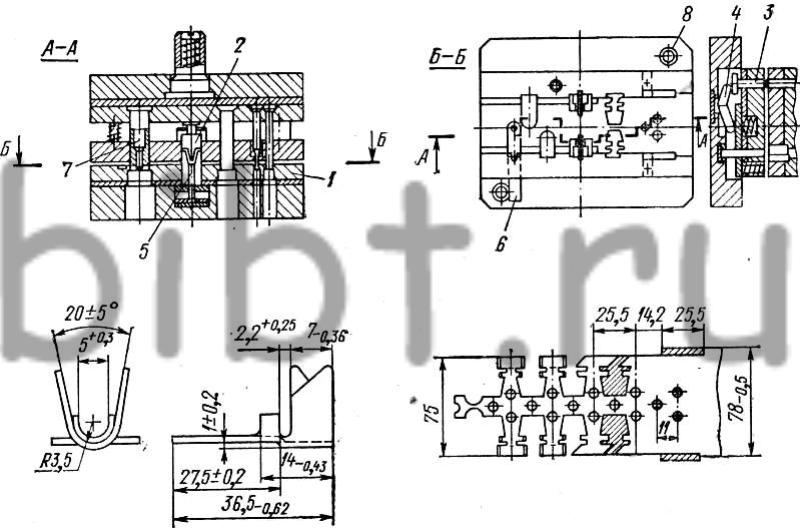
Штамп ножевой с верхним прижимом для пробивки отверстий, обрубки, гибки и вырубки двух деталей Матрица 1 выполнена со вставками. Гибка детали производится вверх. Подпружиненный пуансон 2 прижимает заготовку в местах гибки. При ходе ползуна пресса вниз пуансон 5 подается вверх при помощи штока 3 и качалки 4 и производит гибку детали. Для фиксации полосы после выхода ее из ножевых упоров предусмотрен фиксатор 6. Для фиксации по шагу установлен ловитель 7. Движение штампа вниз ограничивается втулками 8
Штамп ножевой с верхним прижимом для пробивки отверстий, надгибки, гибки, чеканки и вырубки двух деталей. Матрица 1 выполнена со вставками. Фиксация полосы по шагу осуществляется ловителями 2. Окончательная гибка производится пуансоном 3, который при ходе ползуна пресса вниз приводится в движение штоком 4 и качалкой 5. Для ограничения хода штампа на колонках блока установлены втулки 6. Для уменьшения отхода в конструкции применен упор 7
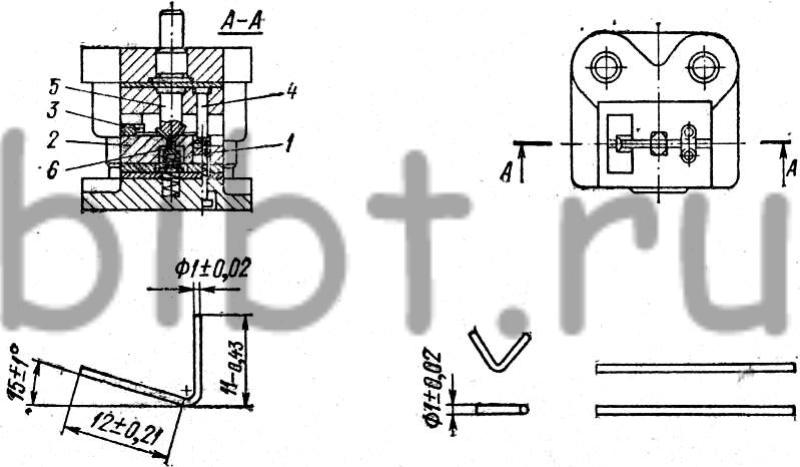
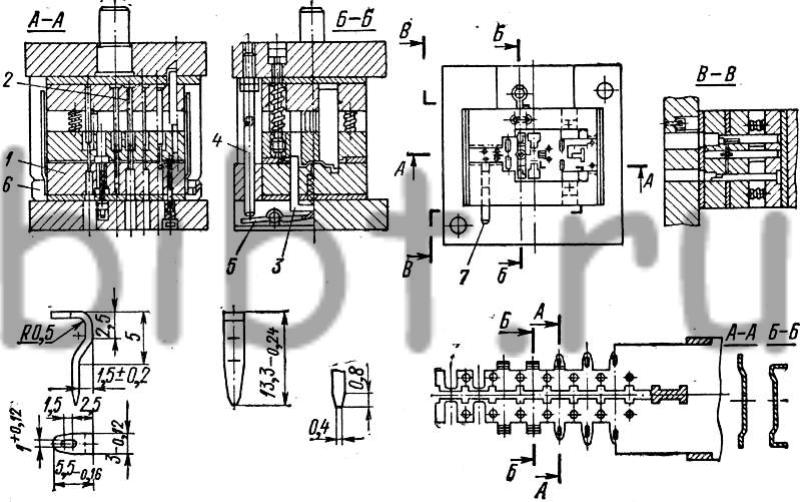
Штамп для отрезки заготовки и гибки детали из проволоки. Заготовка подается через отверстие в матрице 1 до упора 3. Матрица 1 в нерабочем положении находится в одной плоскости с матрицей 2. При ходе ползуна пресса вниз матрица 1 под давлением штока 4 опускается и производится отрезка заготовки. Одновременно гибочный пуансон 5 прижимает заготовку к прижиму 6 и производит ее гибку
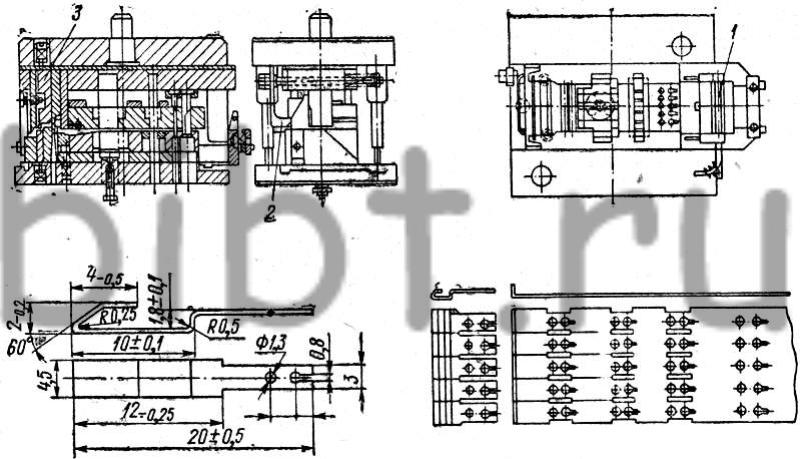
Штамп с верхним прижимом для пробивки отверстий, вырубки пазов, надрезки, предварительной гибки, обрубки и окончательной гибки пяти деталей из ленты. Штамп снабжен автоматическим устройством 1 для подачи ленты и устройством 2 для снятия готовых деталей с гибочного пуансона 3