
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Глава III
РАЗДЕЛИТЕЛЬНЫЕ ШТАМПЫ
1. Основные конструктивные требования к штампам. Конструкция шариковых направляющих для блоков штампов.
В конструкциях разделительных штампов необходимо предусматривать сопряжение режущих кромок матрицы и пуансона с заданной величиной зазора. Сопряжение должно сохраняться в течение всего разделительного процесса от начала внедрения пуансона в заготовку до выталкивания отхода через провальное отверстие и не должно изменяться на протяжении всей службы штампа.
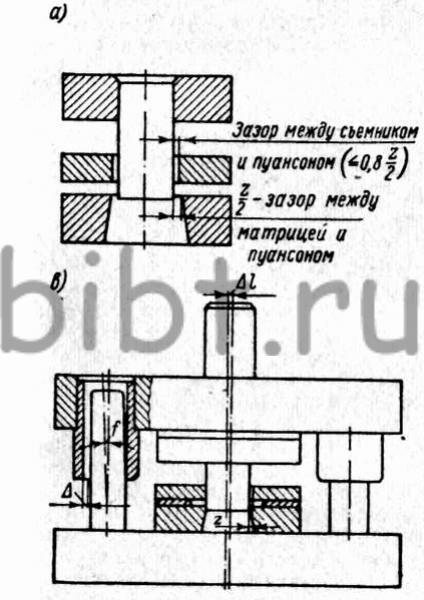
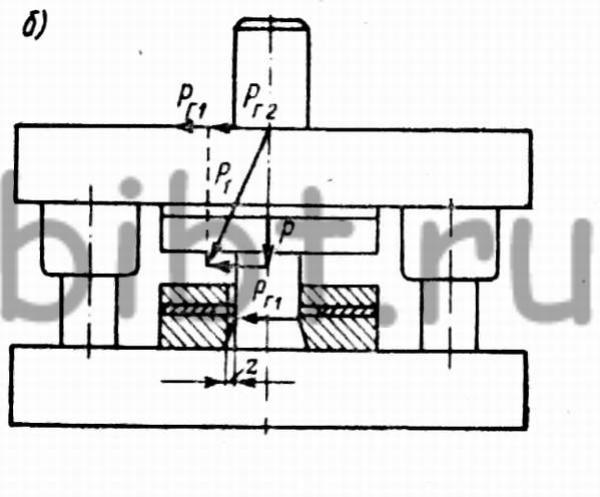
Рис. 8. Схема зазоров и действующих сил при вырубке: а—зазоры между пуансоном и матрицей, пуансоном и съемником; б — вертикальные и горизонтальные силы при вырубке; в — перемещение пуансона под действием горизонтальных сил
В разделительных штампах сопряжение пуансонов относительно матриц осуществляется съемником или блоком. При помощи съемника пуансону придается направление, которое в процессе эксплуатации штампа должно быть постоянным, что обеспечивается зазором между пуансоном и съемником, который не должен увеличиваться до полного износа матрицы. Увеличение зазора может привести к зарубанию режущих кромок пуансона и матрицы. Величина зазора между пуансоном и съемником должна быть значительно меньше, чем между пуансоном и матрицей. На рис. 8, а показана схема расположения зазоров между пуансоном, съемником и матрицей, применяемая в разделительных штампах.
Неравномерное распределение зазора между пуансоном и матрицей вызывает более интенсивный износ отдельных участков режущих кромок матрицы и пуансона. Кроме того, при неравномерном зазоре возникают дополнительные боковые силы, под действием которых пуансон расшатывается в пуансонодержателе.
Более стабильное сопряжение пуансона с матрицей обеспечивается за
счет блока штампов, который воспринимает основную долю боковых
усилий, возникающих в процессе штамповки. Наибольшие боковые усилия
при штамповке возникают вследствие неравномерного распределения
зазора между пуансоном и матрицей, а также из-за нарушения
перпендикулярности в движении ползуна пресса к подштамповой плите, на
которую устанавливают штамп. При этом направления боковых усилий
могут совпадать и тогда равнодействующая сила (рис. 8, б) будет
равняться их алгебраической сумме  Rг=Pг1+Pг2(51)
Rг=Pг1+Pг2(51)
где Rг— равнодействующая боковых сил; Pг1— горизонтальная составляющая, появляющаяся за счет неравномерно распределенного зазора между пуансоном и матрицей; Pг2— горизонтальная составляющая сил, появляющихся вследствие нарушения перпендикулярности в движении ползуна пресса к подштамповой плите.
Равнодействующая
боковых сил ![]() вызывает перемещение верхней плиты блока вместе с прикрепленным к
ней пуансонодержателем и пуансонами в горизонтальной плоскости. Общая
величина перемещения ∆l (рис. 8, в) слагается из величины
зазора между колонками и втулками блока и величины прогиба колонок ∆l
= ∆ + f, (52)
вызывает перемещение верхней плиты блока вместе с прикрепленным к
ней пуансонодержателем и пуансонами в горизонтальной плоскости. Общая
величина перемещения ∆l (рис. 8, в) слагается из величины
зазора между колонками и втулками блока и величины прогиба колонок ∆l
= ∆ + f, (52)
где ∆l — общая величина горизонтального перемещения верхней части штампа; ∆ — зазор между колонками и втулками блока; f — прогиб колонок.
Наибольшая часть горизонтального перемещения происходит за счет зазора ∆ между колонками и втулками. Общая величина горизонтального перемещения ∆l может значительно превышать величину зазора между съемником и пуансоном, вследствие чего съемник будет воспринимать полностью боковые силы в процессе штамповки и нарушит направление пуансонов. В связи с этим долговечность штампа уменьшается. Для повышения долговечности штампов наряду с блоками, колонки и втулки которых сопряжены по скользящей посадке, применяются конструкции блоков с шариковыми направляющими двух разновидностей — с неподвижным и подвижным сепаратором (рис. 9).
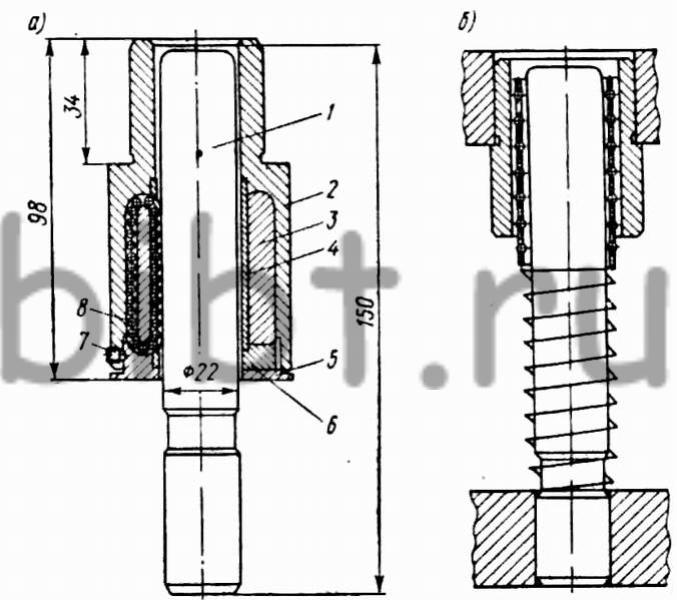
Рис. 9. Конструкция шариковых направляющих для блоков штампов: а — с неподвижным сепаратором: (1—колонка; 2—корпус; 3—втулка; 4—сепаратор; 5 - крышка; 6 — шпонка; 7 — винт; 8 - шарик); б — с подвижным сепаратором
Блоки с шариковыми направляющими между колонкой и втулкой вместо зазора, неизбежного в блоках с направляющими скольжения, имеют натяг. Поэтому верхняя часть штампов имеет меньшую возможность перемещения в горизонтальной плоскости и определяется только стрелой прогиба колонок, воспринимающих боковые усилия.
Высокие требования к точности блоков обеспечиваются точностью изготовления деталей блоков: плит, втулок и колонок. ГОСТом 13139—67 установлены нормы точности блоков:
неперпендикулярность колонок и отверстий втулок к базовым поверхностям плит 0,01 мм на длине 100 мм и 0,006 мм для блоков повышенной точности;
несоосность втулок верхней плиты и колонок нижней плиты блока 0,01 мм на длине 200 мм и 0,006 мм для блоков повышенной точности;
непараллельность базовых поверхностей верхней и нижней плит блока 0,025 мм на длине 100 мм и 0,016 мм для блоков повышенной точности.
В настоящее время разработаны ГОСТы 14672—69 — 14676—69 на блоки штампов с шариковыми направляющими, предусматривающие крепление втулок блока эпоксидным клеем, что обеспечивает точное спаривание их с колонками и повышает точность изготовления блоков при значительном снижении трудоемкости.
С целью получения качественных деталей в процессе разделительных операций и наибольших экономических показателей штамповки государственными стандар тами предусмотрены следующие разновидности блоков.
1. Диагональные блоки с осевым расположением втулок и колонок с направляющими скольжения: нормальной точности для двусторонних зазоров между пуансоном и матрицей свыше 0,026 мм; повышенной точности для двусторонних зазоров между пуансоном и матрицей свыше 0,016 мм.
2. Блоки с шариковыми направляющими: матрицы и пуансоны стальные для двусторонних зазоров не более 0,026 мм; матрицы и пуансоны из твердого сплава для двусторонних зазоров не более 0,1 мм.