
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
5. РАСЧЕТ УСИЛИЯ ВЫРУБКИ. Расчет усилия вырубки в штампах с прямыми и скошенными режущими кромками.
Расчет усилия вырубки в штампах с прямыми и скошенными режущими кромками. Расчетное усилие Р (в кГ) определяют по формуле P=LSτср, (58)
где L - периметр вырубаемого (пробиваемого) контура в мм; S — толщина материала в мм; τср— сопротивление срезу в кГ/мм2.
Необходимое усилие пресса Pд в
Т рассчитывают по формуле ![]() (59)
(59)
где Р — расчетное усилие вырубки, определяемое по формуле (58);Pд ном — номинальное усилие имеющегося пресса в Т.
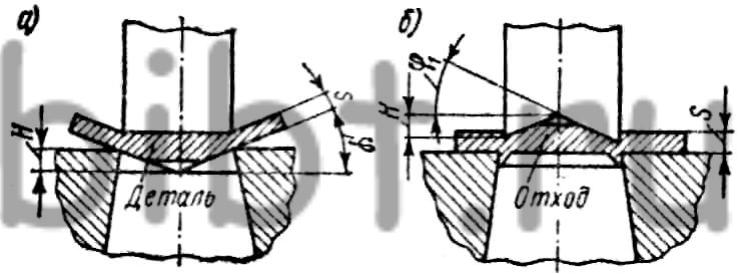
Рис. 21. Вырубка наружного контура и пробивка отверстия
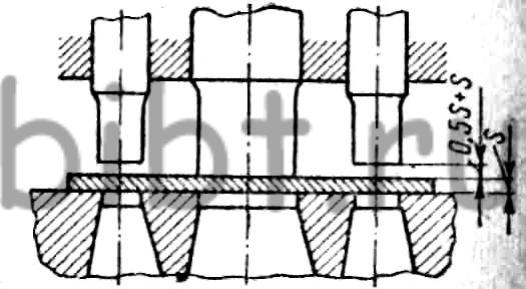
Рис. 22. Ступенчатое расположение пуансонов
При отсутствии пресса необходимой мощности можно осуществлять вырубку на менее мощном прессе, применяя скошенные режущие грани на пуансоне или матрице или ступенчатое расположение пуансонов. При вырубке наружного контура скос делают на матрице, а пуансон должен быть плоским (рис. 21, а).
При пробивке отверстия скос выполняют на пуансоне, а матрица остается плоской (рис. 21, б). Соблюдение указанных условий обеспечивает получение плоских изделий при изогнутых отходах.
Скосы делают симметричными. Высоту скоса и угол наклона режущих кромок принимают в пределах: H = (1 — 3)S, φ=3 — 8° (рис. 21).
При вырезке скошенными режущими гранями усилие Р1 (в кГ) ориентировочно определяют по формулам:
при H = S P=0,6LSτср; (60)
при Н => 2S P1=0,4LSτср (61)
где Н - высота скоса в мм; остальные обозначения см. в формуле (58).
Ступенчатое расположение пуансонов в многопуансонных штампах (рис. 22) можно получить укорочением пуансонов с меньшими сечениями на величину равную (0, 5—1)S. В штампах последовательного действия наибольшую высоту имеют пуансоны с ловителями а в пробивных штампах — пуансоны с наибольшими диаметрами.
Усилие вырубки при ступенчатом расположении пуансонов подсчитывают по периметру вырубаемого (пробиваемого) контура, который является наибольшим.
Усилие снятия и проталкивания детали или отхода. Усилие снятия отхода или штампуемой детали с пуансона Pсн (в кГ) определяют по формуле Pсн=PKсн, (62)
где Р — усилие вырубки, определяемое по формуле (58); Kсн— коэффициент, зависящий от штампуемого материала (табл. 17).
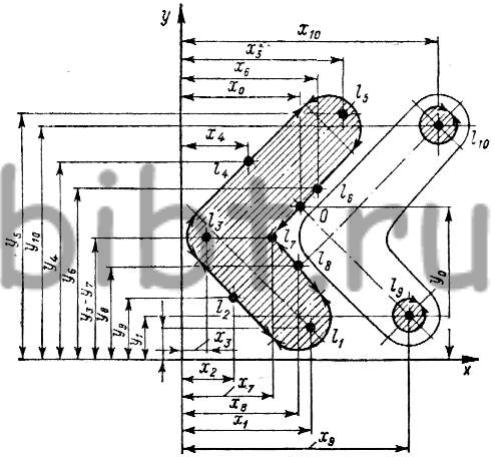
Рис. 23. Схема определения центра давления штампа
Усилие Pпр(в кГ) для проталкивания детали или отхода через матрицу вычисляют по формуле
Pпр = PKпр, (63)
где Р — усилие вырубки, определяемое по формуле (58);
Kпр —коэффициент,
зависящий от штампуемого материала (табл. 17).
Значения Kснотносятся к снятию отхода с одного вырубного пуансона. При одновременной пробивке нескольких отверстий, расположенных друг от друга на расстоянии, большем двух-трех толщин материала, Kсн = 0, 08 - 0, 1, а при перемычках, ширина которых близка к толщине материала Kсн = 0, 15 - 0, 2.
При работе без смазки приведенные в табл. 17 значения коэффициентов следует увеличивать на 20-25%.
Определение центра давления штампа. Ось хвостовика необходимо
располагать в центре давления штампа для предотвращения перекоса и
несимметричности зазора. Координаты центра давления (x0, y0, рис.
23) следует определять для многопуансонных штампов, штампов
последовательного действия и при несимметричном вырезаемом контуре: 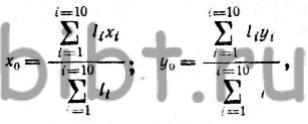
где li,l1,l2,...,l10 — периметры соответствующих участков контура вырубаемых (пробиваемых) деталей; xi,x1,x2,...,x10 — расстояния от геометрического центра соответствующих участков до оси y; yi,y1,y2,...,y10— расстояния от геометрического центра соответствующих участков до оси х.
Пересечение координат x0 и y0 дает искомый центр О давления штампа.
17. Значения коэффициентов Kпр и Kсн.
| Металл |
Среднее значение коэффициентов | |
| Kсн | Kпр | |
| Сталь | 0,03-0,05 | 0,02-0,06 |
| Латунь | 0,02-0,04 | 0,02-0,05 |
| Медь | 0,015-0,03 | 0,03-0,07 |
| Алюминий | 0,025-0,05 | 0,03-0,06 |
| Дюралюминий и магниевые сплавы | 0,025-0,05 | 0,02-0,06 |