
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
7. Расчет исполнительных размеров матриц и пуансонов штампов. Схема назначения исполнительных размеров матрицы и пуансона штампа.
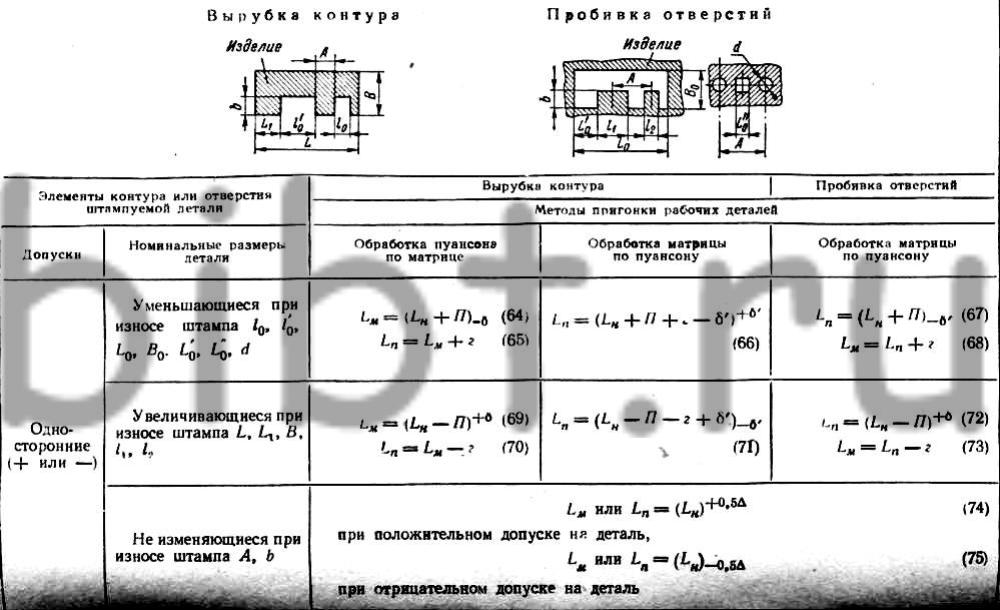
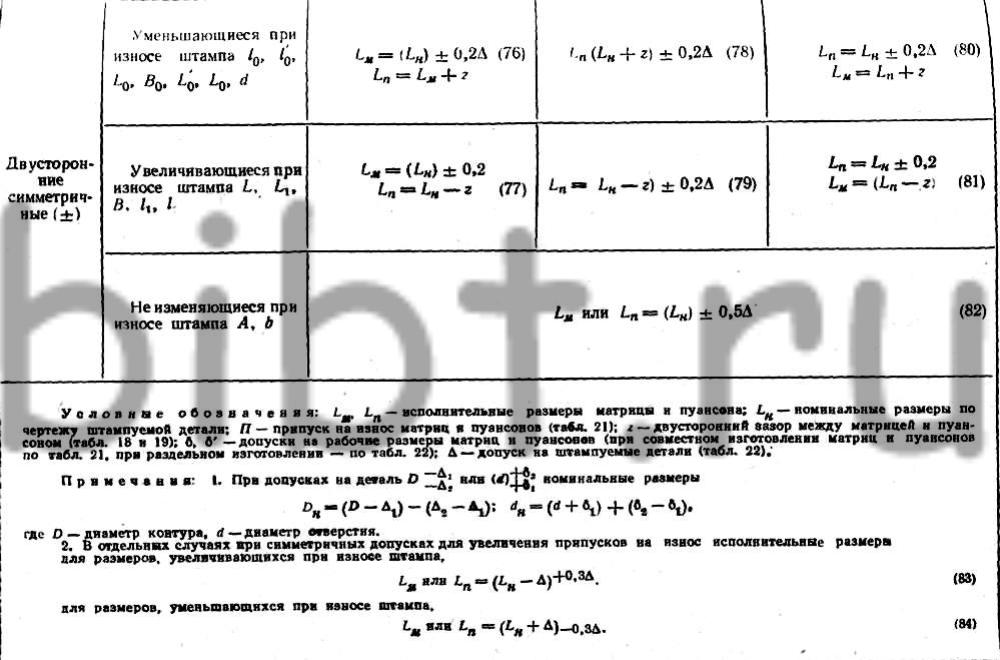
Формулы для расчета исполнительных размеров пуансонов и матриц при вырубке контура и пробивке отверстий
В зависимости от принятой технологии изготовления штампов применяют следующие методы расчетов исполнительных размеров.
1. Определение исполнительных размеров матрицы для вырубки контура и пуансона для пробивки отверстия. Вторая рабочая деталь соответственно обрабатывается по первой с заданным двусторонним зазором z.
2. Определение исполнительных размеров пуансонов для вырубки контура или для пробивки отверстия изделия. Матрица в этих случаях обрабатывается по пуансону с двусторонним зазором z (способ изготовления матрицы: по оттиску с пуансона).
3. Определение исполнительных размеров матрицы и пуансона при раздельном способе их изготовления (преимущественно при круглом рабочем контуре и допусках на штампуемую деталь не выше 4-го класса точности). Наружный контур или отверстие штампуемой детали со сложной конфигурацией следует при расчете исполнительных размеров разделить на элементы, размеры которых при износе штампа уменьшаются, увеличиваются или остаются без изменений.
Исполнительные размеры рассчитывают с учетом оставления максимального припуска на износ матрицы и пуансона. Схема условного расположения допусков и припусков показана на рис. 25, а расчетные формулы приведены в табл. 20.
В табл. 21
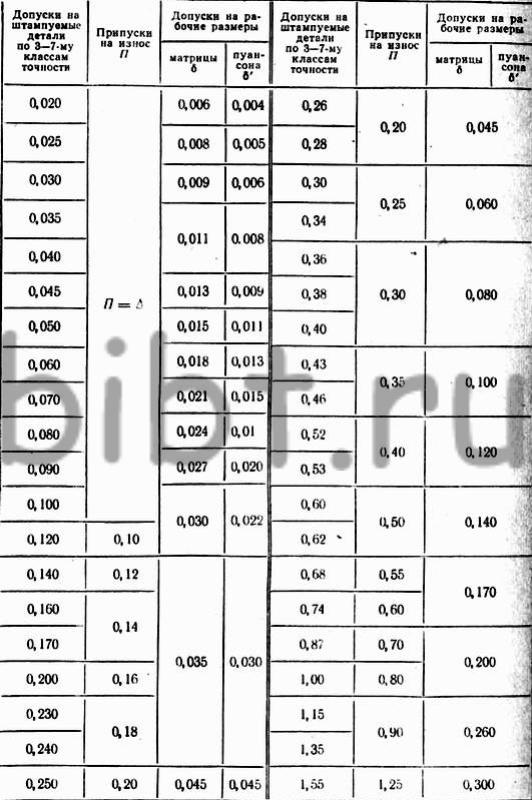
приведены припуски (П) на износ и допуски (δ и δ')
на изготовление пуансонов и матриц (при совместном изготовлении
режущих контуров и допусках на штампуемую деталь по 3—7-му
классам точности), а в табл. 22 — допуски на изготовление
матриц и пуансонов при раздельной обработке их рабочих контуров.
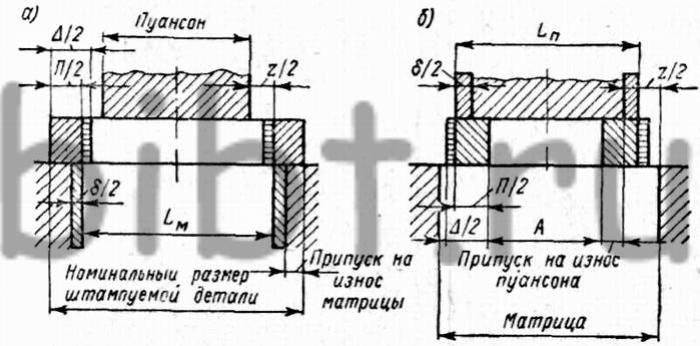
Рис. 25. Схема назначения исполнительных размеров матрицы и пуансона: а— размеры, увеличивающиеся при износе штампа (вырубка контура); б — размеры, уменьшающиеся при износе штампа (пробивка отверстия):
Lм -номинальный размер матрицы;Ln — номинальный размер пуансона; A - номинальный размер штампуемой детали
Примеры расчета исполнительных размеров матрицы и пуансонов для штамповки детали из латуни Л62 толщиной 1 мм даны на рис. 26, а. Двусторонний зазор между матрицей и пуансоном z = 0, 05 мм взят из табл. 18; значения припусков на износ П и допусков на изготовление δ и δ'— из табл. 21.
На рис. 26, б показана схема расчета исполнительных размеров матрицы для вырубки контура и пробивки отверстий.
Размеры, уменьшающиеся при износе штампа:
l'0— по формуле (64);
![]()
l0— по формуле (76);
![]()
Размеры, увеличивающиеся при износе штампа:
L — по формуле (69);
![]()
В — по формуле (76);
![]()
20. Формулы для
расчета исполнительных размеров пуансонов и матриц при вырубке
контура и пробивке отверстий
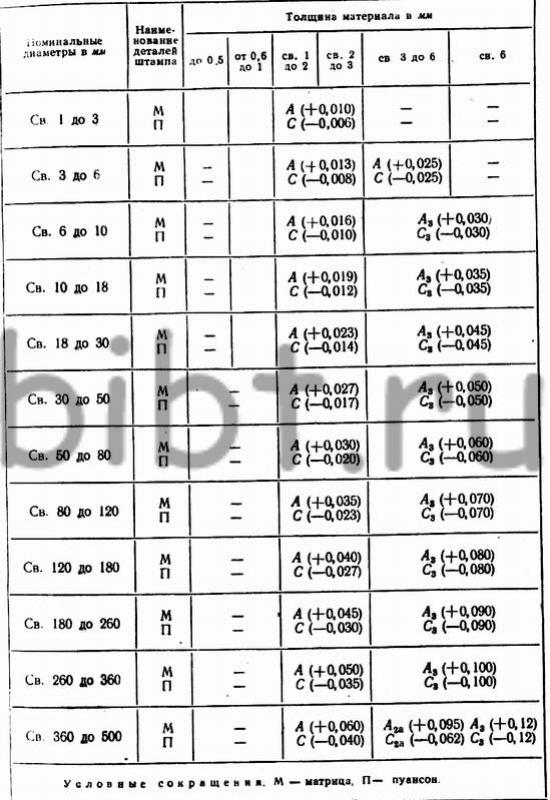
21. Припуски на
износ и допуски на изготовление матриц и пуансонов в мм
22. Допуски на
изготовление матриц и пуансонов при раздельном изготовлении рабочих
контуров в мм
Размеры, не изменяющиеся при износе штампа:
b— по формуле (75);
Пуансон для
вырубки контура пригоняют по матрице с двусторонним зазором z = 0, 05
мм (см. табл. 29).
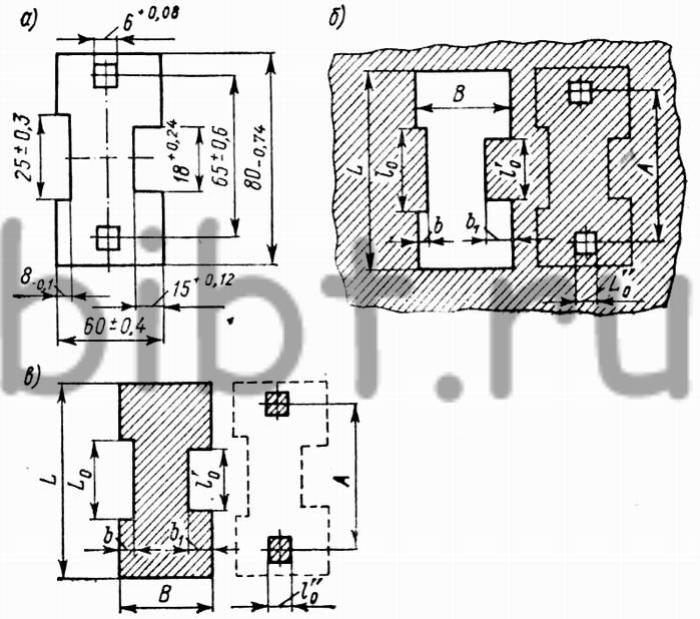
Рис. 26. Схема расчета исполнительных размеров рабочих частей штампа: а — эскиз штампуемой детали; б — исполнительные размеры матрицы; в — то же пуансона
Исполнительные размеры пуансонов для пробивки отверстий (рис. 26, в):
L"0— по формуле (67);
![]()
Отверстия в матрице пригоняют по пуансону с двусторонним зазором z = 0, 05 мм (см. табл. 18).
Схема расчета исполнительных размеров в случае пригонки матрицы по оттиску пуансона показана на рис. 26, в.
Размеры, уменьшающиеся при износе штампа:
l'0 — по формуле (66);
Размеры, увеличивающиеся при износе штампа:
L — по формуле (71);
![]()
В — по формуле (79);
![]()
Размеры, не изменяющиеся при износе штампа:
b—по формуле (75);
![]()
![]()
![]()
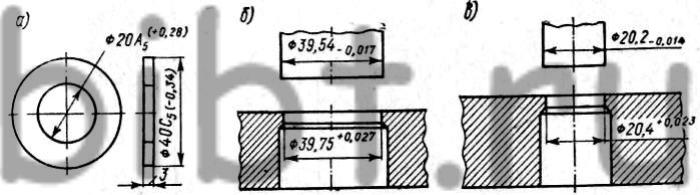
Рис. 27. Схема расчета исполнительных размеров рабочих частей штампа при раздельном их изготовлении: а — эскиз штампуемой детали; б — исполнительные размеры инструмента для вырубки наружного контура; в — то же для пробивки отверстия
Матрица для вырубки контура пригоняется к пуансону с двусторонним зазором z = 0, 05 мм (см. табл. 18).
Исполнительные размеры пуансонов для пробивки отверстий определяются по
формуле (67)
![]()
Отверстия в
матрице пригоняются по пуансону с двусторонним зазором z =0,05 мм
(см. табл. 18); ![]() —
номинальные размеры по чертежу штампуемой детали.
—
номинальные размеры по чертежу штампуемой детали.
Ниже приведен пример расчета исполнительных размеров круглых матриц и пуансонов (при раздельном их изготовлении) для штамповки шайб (рис. 27, а). Припуск на износ взят из табл. 21, допуски на изготовление — из табл. 22, а зазоры — из табл. 18. Определяем по формулам (69) и (70) размеры матрицы и пуансона для вырезки контура из стали 20 (рис. 27, б):

Определяем по формулам (67) и (68) размеры пуансона и матрицы для пробивки отверстия (рис. 27, в):
