
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
8. Особенности штамповки деталей из магниевых сплавов, нержавеющих и жаропрочных сталей.
Схема штампа с утопающими опорами.
Вырубку деталей из магниевых сплавов (толщина заготовки до 2 мм) в отожженном состоянии и пробивку отверстий осуществляют без подогрева. Вырубка заготовок большей толщины, а также гибка, отбортовка и вытяжка осуществляются при нагреве заготовки до температуры 360° С.
Для вырубки деталей и пробивки в них отверстий рекомендуется применять штампы совмещенного действия со скошенными режущими кромками на матрице.
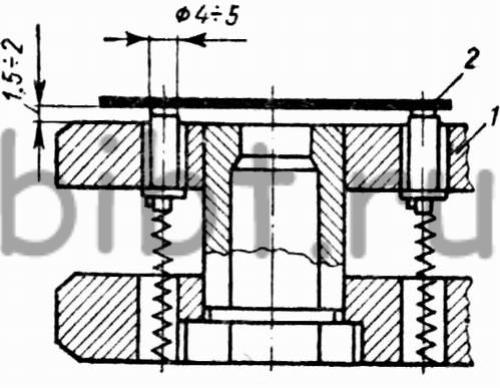
Рис. 28. Схема штампа с утопающими опорами: 1 - опора утопающая; 2 - заготовка
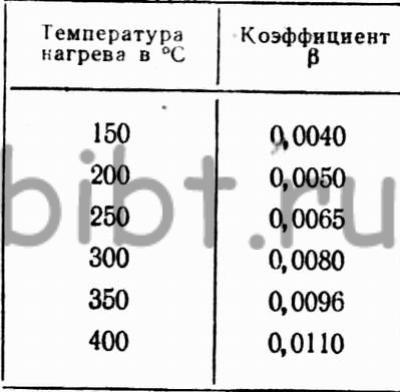
23. Значения коэффициента усадки
Для снижения теплоотдачи нагретого материала следует ставить опоры, обеспечивающие воздушную прослойку (рис. 28); штамп не нагревают.
При штамповке с подогревом заготовки исполнительные размеры детали L' (в мм) рассчитывают с учетом усадки
L'=Lд(1+β) (85)
где Lд — размер по чертежу детали в мм; β— коэффициент, учитывающий линейное расширение при нагреве.
Для сплава МА8-М значения β в зависимости от температуры нагрева принимаются по табл. 23.
Детали из нержавеющих и жаропрочных сталей штампуют без нагрева заготовок. Для восстановления структуры металла детали после штамповки подвергают термической обработке.