
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
11. Пример расчета вырубного штампа. Исполнительные размеры пуансона и матрицы штампа.
Расчет штампа для вырубки деталей из алюминия марки АД.
Требуется рассчитать штамп для вырубки деталей из алюминия марки АД (рис. 34, а).
Раскрой материала. По табл. 14 находят величины перемычек: b = 1, 7 мм и b1 = 1, 2 мм. По формуле (57) определяют ширину полосы: В = 62 + 2*1, 7 + 0, 5 = 65, 9; примем В = 66-0, 5 мм. Полученное значение ширины полосы В округлено в большую сторону до целого числа.
На рис. 34, е показано расположение деталей на полосе.
По формуле (53) определяют коэффициент использования материала:

Усилие вырубки
определяют по формуле (58): ![]()
Требуемое усилие
пресса определяют по формуле (59): 
Усилие для снятия
отходов с пуансона определяют по формуле (62): ![]()
Усилие для
проталкивания детали через матрицу — по формуле (63):![]()
Центр давления штампа. Для определения центра давления штампа выбирают оси координат х и у (рис. 34, д)
![]()
В направлении оси у штампуемая деталь симметрична, поэтому
Точка пересечения координат х0 и y0 дает искомый центр давления штампа Е.
Расчет исполнительных размеров матрицы и пуансона. Так как вырубается наружный контур, то определяют исполнительные размеры матрицы (рис. 34, б). Припуски на износ и допуски на изготовление принимают по табл. 21. Исполнительные размеры рассчитывают по формулам табл. 20:
для размеров детали, увеличивающихся при износе матрицы, —по формуле (69):
для размеров
детали, уменьшающихся при износе матрицы, — по формуле (64) ![]()
для размеров
детали, остающихся неизменными при износе штампа, — по
формуле (82) ![]()
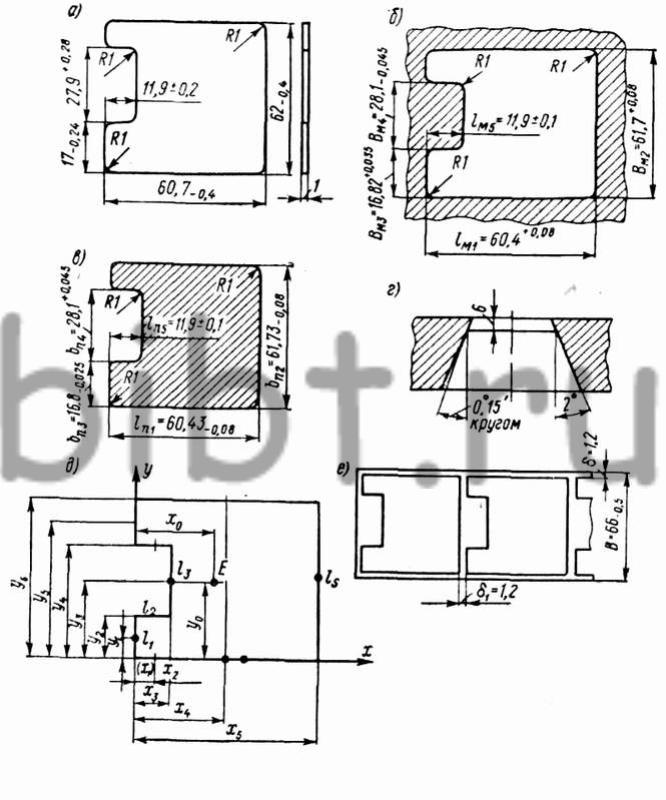
Рис. 34. Исполнительные размеры пуансона и матрицы: а—эскиз штампуемой детали; б — исполнительные размеры матрицы; в — то же пуансона; г — профиль рабочего отверстия матрицы; д — центр давления штампа; е — раскрой материала
На чертеже пуансона проставляют исполнительные размеры матрицы (без допусков) и приписывают: «Пуансон пригнать по матрице с двусторонним зазором z = 0,050 мм». Величину зазора определяют по табл. 18.
В случае изготовления матрицы по оттиску пуансона определяют исполнительные размеры пуансона (рис. 34, в). Матрицу окончательно обрабатывают по пуансону с двусторонним зазором z = 0,050 мм.
Исполнительные размеры пуансона рассчитывают по табл. 20, припуски на износ и допуск на изготовление — по табл. 21:
для размеров
детали, увеличивающихся при износе штампа, — по формуле (71):
для размеров
детали, уменьшающихся при износе штампа, — по формуле (66):![]()
для размеров
детали, остающихся неизменными при износе штампа, — по формуле
(82):![]()
Профиль рабочего отверстия матрицы (рис. 34, г) в рассматриваемом примере принимают по табл. 78 (тип II — с коническим провальным окном). Элементы профиля рабочего отверстия выбирают по табл. 79.
Расстояние между направляющими планками определяют по формуле (212), причем входящую в эту формулу величину с (зазор) выбирают по табл. 85.

Высоту неподвижного упора и толщину направляющих планок принимают по табл. 86, максимальный двусторонний зазор между съемником и пуансоном — по табл. 82.