
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
4. Конструктивные элементы рабочих деталей гибочных штампов. Схема штампа для гибки с утонением. Схемы назначения исполнительных размеров матриц и пуансонов гибочных штампов.
Величину рабочего угла гибочного пуансона и матрицы αр (в град) определяют по формуле αр=α±[Δα]. (99)
где α — угол по чертежу штампуемой детали в град; [Δα]— величина угла пружинения (принимают по табл. 39—41).
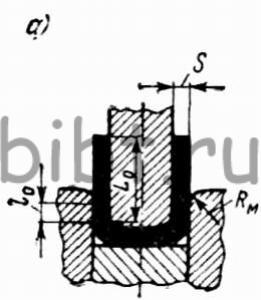
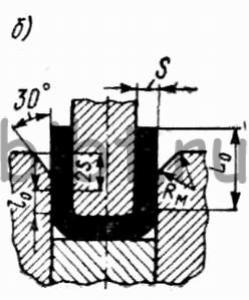
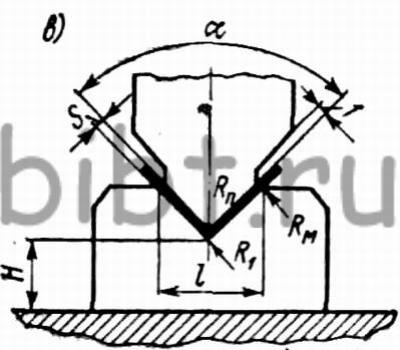
Рис. 55. Конструктивные элементы рабочих деталей гибочных штампов при гибке П-образных деталей: а — при толщине материала до 4 мм; б — при толщине материала свыше 4 мм; в — при гибке V-образных деталей
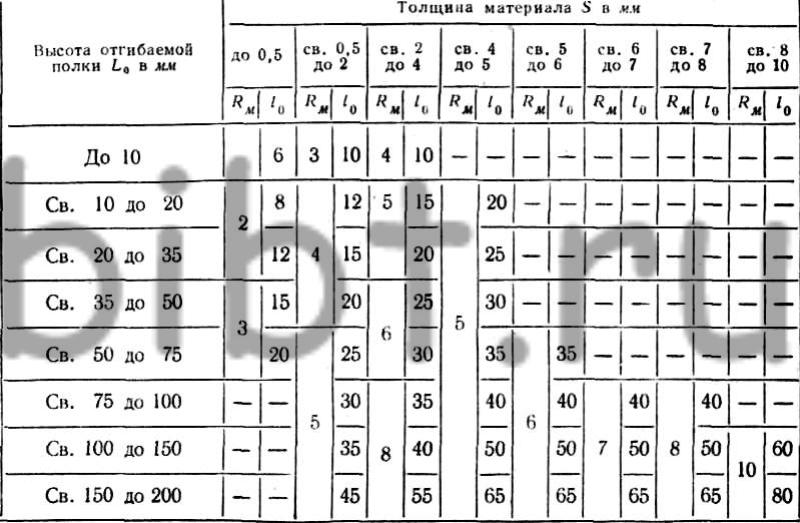
В табл. 44 приведены значения радиусов закругления гибочных матриц Rм, а также значения глубины матриц l0 при П-образной гибке (рис. 55, б),
44. Значения
радиусов закругления матриц
При V-образной гибке (угол гибки 85—95°) размеры основных конструктивных элементов рабочих деталей штампов (рис. 55, в) рекомендуется принимать по табл. 45, а размер l — по рис. 56.
45. Рабочие
размеры при V-образной гибке
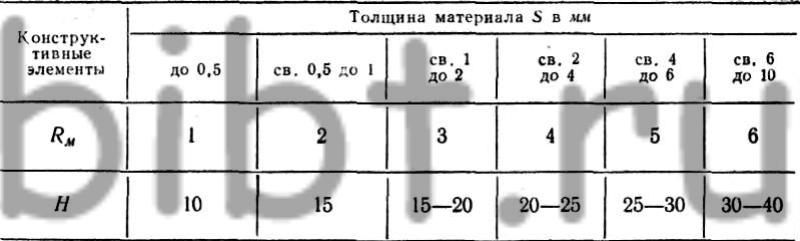
Примечание. Большие значения H даны для соответствующей максимальной толщины.
Радиусы (в мм) закругления во впадинах угловых матриц (см. рис. 55, в) рассчитывают по формуле R1= (0, 6—0, 8) (Rn+S). (100)
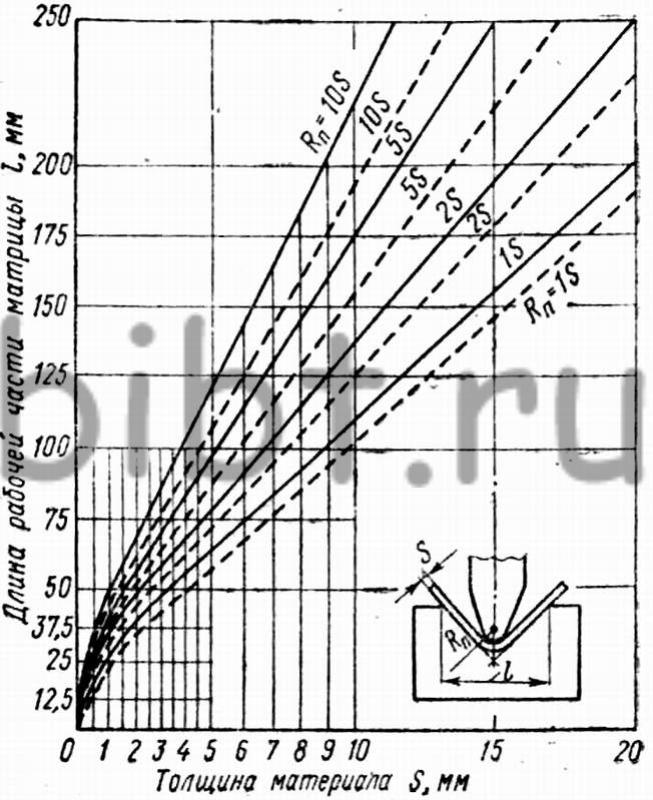
Рис. 56. Диаграмма для определения конструктивных элементов гибочных штампов.
- - - - - - - для штампуемых материалов с σв= 10 - 20 кГ/мм2;
-------------- то же с σв=30 - 50 кГ/мм2
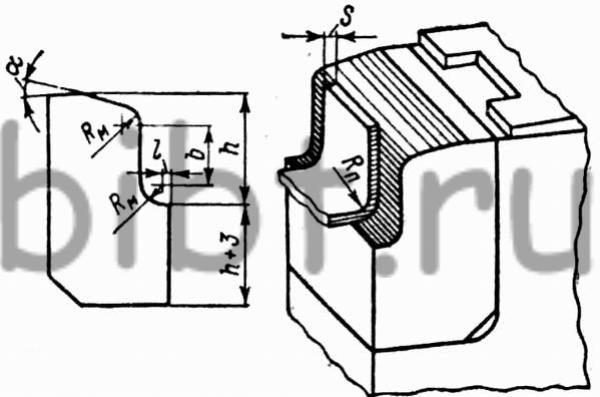
Рис. 57, Вставка и гибочная матрица со вставкой
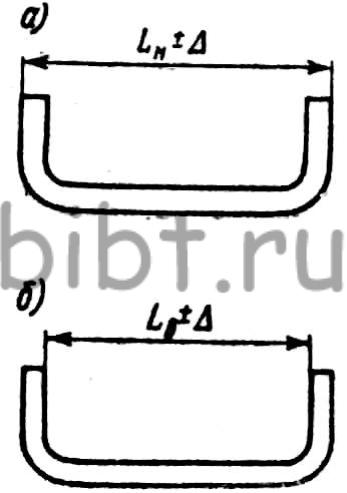
Рис. 58. Схемы назначения исполнительных размеров матриц и пуансонов гибочных штампов
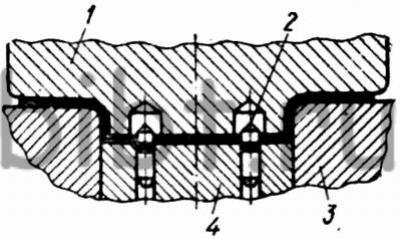
Рис. 59. Схема установки фиксаторов в гибочных штампах; 1—гибочный пуансон; 2— фиксатор с приемным конусом; 3 — матрица; 4 — прижим-выталкиватель
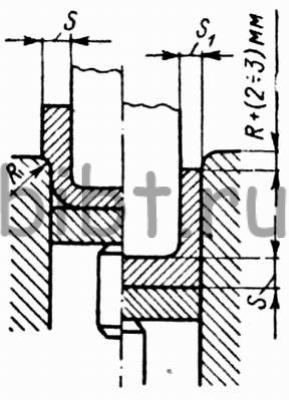
Рис. 60. Схема штампа для гибки с утонением
В гибочных матрицах, особенно при калибровке, рекомендуется применять вставки (рис, 57) следующих размеров: а= 15 - 30° (в зависимости от толщины и твердости материала); h = 3S, но не менее 15 мм; b = S, но не менее 5 мм; l= 1/3S, но не менее 0,5 мм:
для алюминия и
меди ![]() (101)
(101)
для других
металлов ![]() (102)
(102)
Величину зазора z между матрицей и пуансоном принимают равной толщине материала с учетом максимального положительного отклонения по толщине.
Для уменьшения величины угла пружинения при гибке точных деталей рекомендуется принимать зазор: для цветных металлов — по наименьшей толщине материала (т. е. с учетом минусового отклонения на толщину материала), для черных металлов — по номинальной толщине материала.
Исполнительные размеры матрицы и пуансона штампов Rm и Rn (в мм) для гибки П-образных деталей подсчитывают по формулам (103) и (104).
Lм=Lн+δм; (103)
если на чертеже детали указан допуск на наружный размер (рис. 58, а), пуансон пригоняют к матрице с зазором
Ln=Lв-δn; (104)
если на чертеже детали указан допуск на внутренний размер (рис. 58, б), матрицу пригоняют к пуансону с зазором.
В формулах (103) и (104) приняты следующие обозначения:Lн, Lв — номинальные размеры штампуемой детали в мм; δм, δn— допуски на изготовление матрицы и пуансона (принимают А3 и С3 по ОСТу 1013).
Гибочные штампы средней сложности и сложные, а также для гибки точных деталей следует снабжать направляющими колонками. При фиксировании заготовки в гибочном штампе по отверстиям применяют фиксаторы с приемным конусом (рис. 59).
Для гибки деталей по 5-му классу точности рекомендуется применять штампы с прижимом; для гибки деталей по 7-му классу точности применение прижима не обязательно.
Детали П-образной формы могут быть получены с неодинаковой толщиной средней и боковой полок за счет утонения последних (рис. 60). Максимально достигаемое утонение боковых полок гнутых деталей (в %); из мягкой стали — 25—30, латуни — 20—25, алюминия — 27—35.
Гибка с утонением вызывает упрочнение (наклеп) деформируемых участков и требует значительно большего усилия по сравнению с усилием, подсчитанным по формуле (95). При гибке с утонением пружинение ничтожно мало.