| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
2. Технологические требования к деталям, получаемым вытяжкой. Условия технологичности при вытяжке деталей с ушками. Условия технологичности при формовке ребер.
В процессе вытяжки плоская заготовка превращается за одну или несколько операций в полую деталь. Формоизменение происходит при сложном напряженно-деформированном состоянии материала. Поэтому детали, получаемые вытяжкой, должны иметь наиболее простые геометрические формы: цилиндрическую, ступенчатую в виде тела вращения и прямоугольную. Следует избегать высоких деталей с широким фланцем, требующих для изготовления многих операций.
Радиусы закруглений в местах сопряжения поверхностей сильно влияют на процесс вытяжки. От радиуса закругления рабочей кромки матрицы зависят напряжения, возникающие в штампуемом материале, а следовательно, и число вытяжных операций, вероятность обрывов, образования складок и др.
46. Радиусы сопряжений в цилиндрических деталях
Эскиз |
Расположение радиуса закругления |
Рекомендуемые значения |
 |
Между дном и стенкой Rд (радиус дна) |
Rд=>S |
| Между фланцем и стенкой R1 (радиус фланца) | R1=> (2-:-3) S |
47. Радиусы закруглений в прямоугольных деталях
Эскиз |
Расположение радиуса закругления |
Рекомендуемые значения |
 |
Между дном и стенкой Rд (радиус дна) |
Rд = 1,5S, желательно Rд= Rп |
| Между боковыми стенками Rп (радиус в плане) | Rп=>3S |
Рекомендуемые значения радиусов сопряжений у полых цилиндрических и прямоугольных деталей приведены в табл. 46 и 47. Необходимо избегать сложных и несимметричных форм полых деталей, так как это усложняет процесс вытяжки, а иногда делает его невозможным. При проектировании полуоткрытых, несимметричных форм деталей нужно учитывать возможность вытяжки замкнутой фигуры с последующей разрезкой на отдельные детали (рис. 63).
Если у полой детали необходимо иметь на фланце местные выступы, то для получения прямолинейной плоскости после вытяжки и обрезки необходимо на чертеже предусматривать буртик не менее 0, 2—0, 5 мм на сторону (рис. 64).
Если к штампуемым деталям не предъявляются требования повышенной прочности, то толщину материала необходимо выбирать в зависимости от конструктивно-технологических требований с обеспечением наименьшего расхода материала.
Толщину материала
можно уменьшить введением ребер жесткости. Однако при этом следует
учитывать, что образование ребер жесткости сопровождается местным
утонением материала.
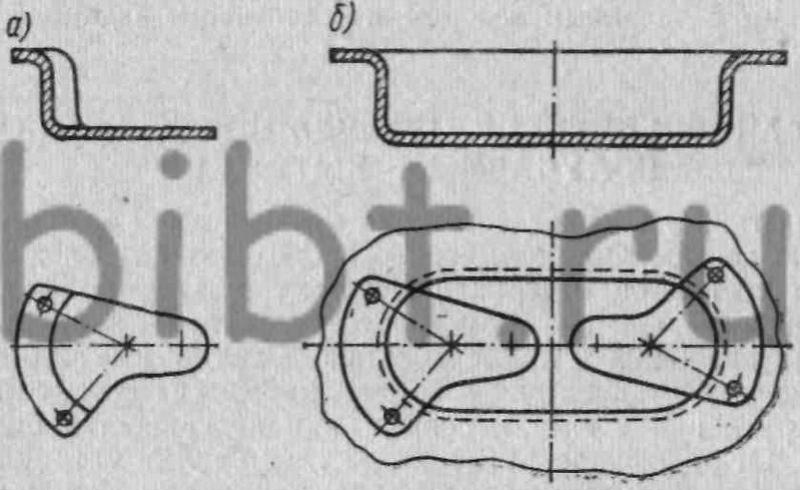
Рис. 63. Полая деталь с незамкнутым контуром, изготовляемая вытяжкой: а — деталь; б -вытяжка двух деталей
При неблагоприятной конфигурации и больших размерах профиля ребра жесткости могут образовывать трещины и разрывы. Поэтому в таких случаях необходимо вводить предварительные операции по образованию более плавного профиля и с последующей формовкой — за один или несколько переходов.
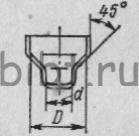
На рис. 65, а, б показаны примеры профилей ребер и их размеры, при которых они формуются за одну операцию. Минимальное расстояние между отверстиями во фланце определяют из соотношения (рис. 65, в): A => D + 2S + 2r + d1. Минимальный диаметр d отверстия в дне определяют из соотношения d< D —2r.
В табл. 48 приведены некоторые рекомендации по выбору наиболее рациональной конфигурации вытягиваемых деталей.
На рис. 66 показана прямоугольная полая деталь, в которой требуется пробить четыре отверстия Ø 3, 2 мм и одно отверстие Ø 16 мм. За базу принят фланец детали. Но так как плоскость фланца чертежом не обусловлена, правильнее принять за базу дно детали; тогда точность расположения отверстий будет зависеть только от точности изготовления штампа.
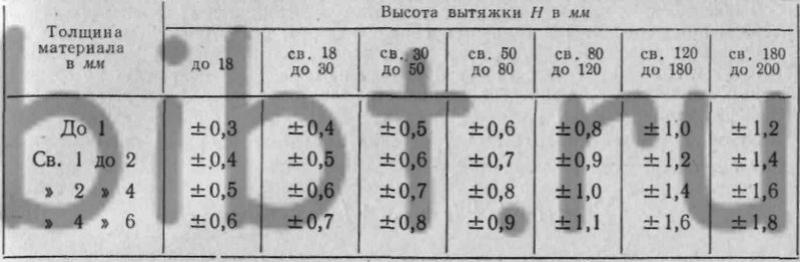
В табл. 49 приведены допускаемые отклонения по высоте полых цилиндрических деталей с фланцем, которыми следует руководствоваться при конструировании изделий.
Допуски на диаметры полых цилиндрических деталей следует устанавливать не выше 5-го класса точности, а на ширину и длину прямоугольных деталей не выше 7-го класса точности.
Размеры должны быть проставлены либо для наружных, либо для внутренних поверхностей. Одновременная простановка размеров для наружных и внутренних поверхностей не допускается.
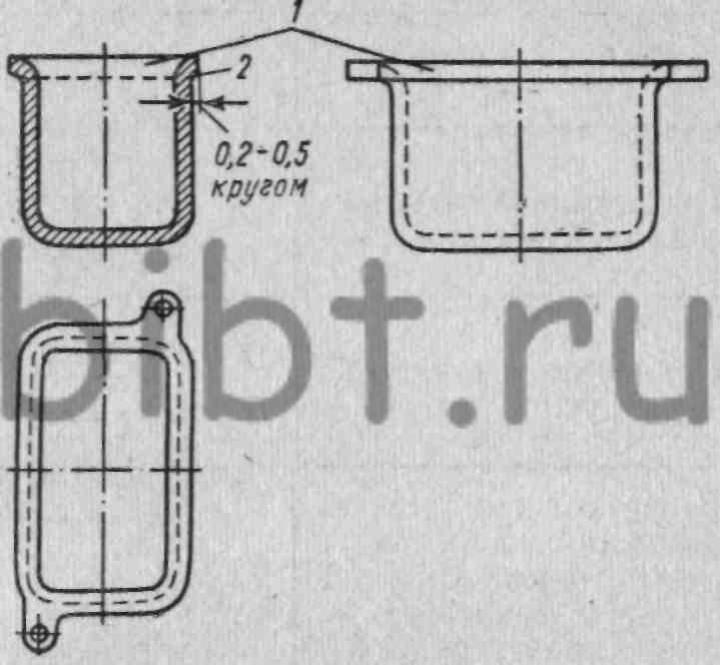
Рис. 64. Условия
технологичности при вытяжке деталей с ушками: 1 - прилегающая
плоскость; 2 - технологический
буртик
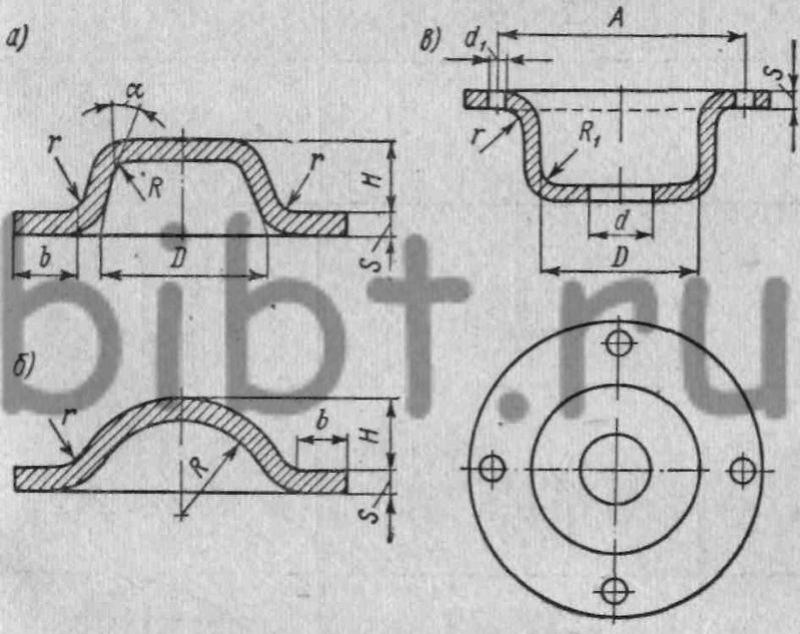
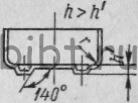
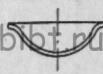
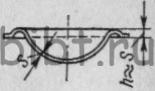
Рис. 65. Условия технологичности при формовке ребер:
а—с плоским дном; рекомендуемые размеры: Н <= (1, 5-: -2) S; R => (1-: - 1, 5)S;
а => 15—20°; D => 3Н; r~0,5S; b=> (3-:-3,5)S; б—с радиусным дном; рекомендуемые размеры: R => (3 -:- 4) S;
H <= 2S; r ~ 0,5S; l=>(3-:- 3,5)S; в— требования к расположению отверстий
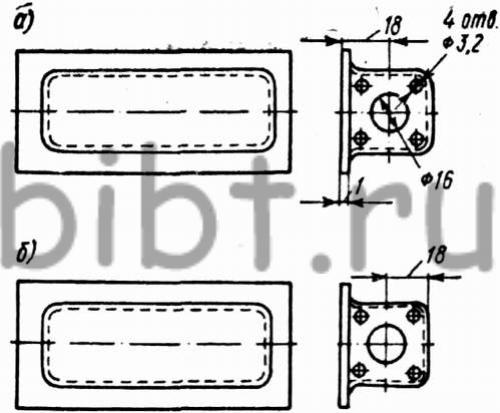
Рис. 66. Простановка размеров в вытянутой детали: а — нерекомендуемая; б—рекомендуемая
48. Рекомендации по выбору конструкции деталей
| Рекомендуемые конструктивные элементы | Неправильная конструкция | Правильная конструкция |
| Плоское дно более рационально, чем сферическое |
 |
 |
| Прямой фланец упрощает конструкцию штампа |
 |
 |
| В ступенчатых деталях переход от одного диаметра к другому рекомендуется выполнять наклонным. Разность диаметров (D и d) следует делать наименьшей |
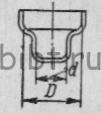 |
 |
| Следует избегать криволинейных образующих на боковых поверхностях |
 |
 |
| Вместо реверсивной вытяжки, дающей большой брак, рекомендуется составная матрица |
 |
 |
| Выступы следует делать с конусными стенками и по возможности более низкими |
 |
 |
| Рекомендуется слегка выпуклое дно вместо плоского, склонного к деформациям |
 |
 |
| У сферических деталей следует у фланца делать небольшое ребро (h ~ S), улучшающее оформление выпуклой части |
 |
 |
| Для изготовления детали цилиндрической формы требуется меньше операций, чем для конической. Наружная закатка кромки выполняется более легко, чем внутренняя |
 |
 |
49. Допускаемые
отклонения по высоте полых цилиндрических деталей с фланцем