| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Глава VI
ШТАМПЫ ДЛЯ РАЗБОРТОВКИ
1. Разбортовка круглых отверстий. Схема расчета разбортовки малых отверстий под резьбу (до М5). Зазоры для разбортовки из плоской заготовки.
Процесс
разбортовки заключается в том, что в деталях с предварительно
пробитым отверстием образуют отверстия большего размера с
цилиндрическим бортом (рис. 87, а) или увеличивают высоту цилиндра,
образованного вытяжкой (рис. 87, б). При разбортовке происходит
растяжение материала, сопровождаемое значительным его утонением на
торце разбортованного отверстия
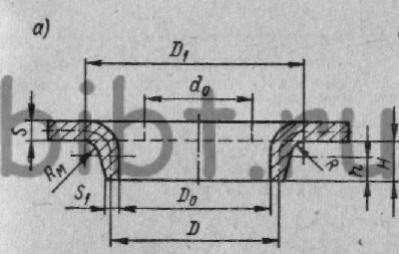
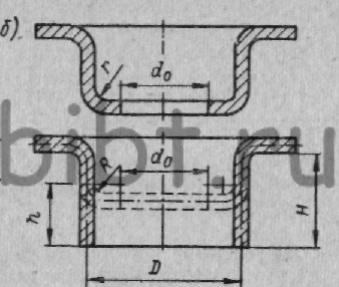
Рис. 87. Схема образования отверстия большего размера (а) и увеличения высоты цилиндра (б) способом разбортовки
Толщина материала
на торце разбортованного отверстия приближенно может быть определена
по формуле 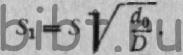 (184)
(184)
Наибольшая высота
разбортовки, образуемая за один переход,  (185)
(185)
где k — коэффициент разбортовки.
При значении Н>Hнаиб отбортовку следует осуществлять после предварительной вытяжки и пробивки отверстия (рис. 87, б).
Диаметр отверстия
под разбортовку приближенно равен  (186)
(186)
Максимально
допустимый диаметр отверстия, разбортованного за одну операцию ![]() -, где d — диаметр отверстия в заготовке.
-, где d — диаметр отверстия в заготовке.
В табл. 72 приведены значения коэффициентов разбортовки для различных материалов.
72. Значения коэффициентов разбортовки
| Материалы | Коэффициенты разбортовки | |
| k | kнаим. | |
Жесть белая |
0,70 | 0,65 |
Сталь малоуглеродистая, S = 0, 25-: -2 мм |
0,72 | 0,68 |
Сталь малоуглеродистая, S = 3 -: - 6 мм |
0,78 | 0,75 |
Латунь, S =0, 5 -: - 6 мм |
0,68 | 0,62 |
Алюминий S = 0, 5 -: - 5 мм |
0,70 | 0,64 |
ВТ1 в холодном состоянии |
0,64—0,68 | 0,55 |
ВТ1 при нагреве до 300—400° С |
0,60—0,50 | 0,45 |
ВТ5 в холодном состоянии |
0,85—0,90 | 0,75 |
ВТ5 при нагреве до 500—600° С |
0,70—0,65 | 0,55 |
Примечания:
1. Значения kнаим рекомендуются в исключительных случаях, когда на разбортованной стенке допустимы небольшие трещины и надрывы.
2. Все материалы даны в разупрочненном состоянии.
При разбортовке в несколько операций с промежуточным отжигом коэффициент разбортовки для последующих операций (k0) принимают по формуле k0=(1,15-1,2)k, (187)
где k — коэффициент разбортовки для первой операции.
Если разбортовку
применяют для увеличения высоты стенок цилиндрических вытянутых
деталей, то наибольшая допустимая высота разбортовки ![]() (188)
(188)
Диаметр отверстия, пробиваемого в дне детали под разбортовку, определяют по формуле d0 = D+1,14R-2h. (189)
Малые отверстия
разбортовывают для увеличения высоты резьбовой части детали за счет
утонения стенок (рис. 88) толщина которых равна ![]() (190)
(190)
Диаметр мелких отверстий под разбортовку для резьбы (до М5) или гладких отверстий до диаметра 4 мм равен d0=0,45d1
Высота разбортовки мелких отверстий приближенно равна h = (2-: - 2,5) S.
Во избежание разрыва при разбортовке в заготовках необходимо снимать заусенцы, а при больших толщинах материала — отжигать заготовки с целью устранения упрочнения кромки после пробивки отверстия. С этой целью рекомендуется при конструировании штампов направление разбортовки принимать противоположным направлению пробивки (рис. 89).
Радиусы закруглений рабочих кромок матрицы при разбортовке принимаются равными 0,5S.
Рекомендуемые формы пуансонов при разбортовке показаны на рис. 90. Если в штампе для разбортовки есть прижим, как, например, при совмещении разбортовки с вытяжкой, разбортовочные пуансоны могут быть без буртиков N.
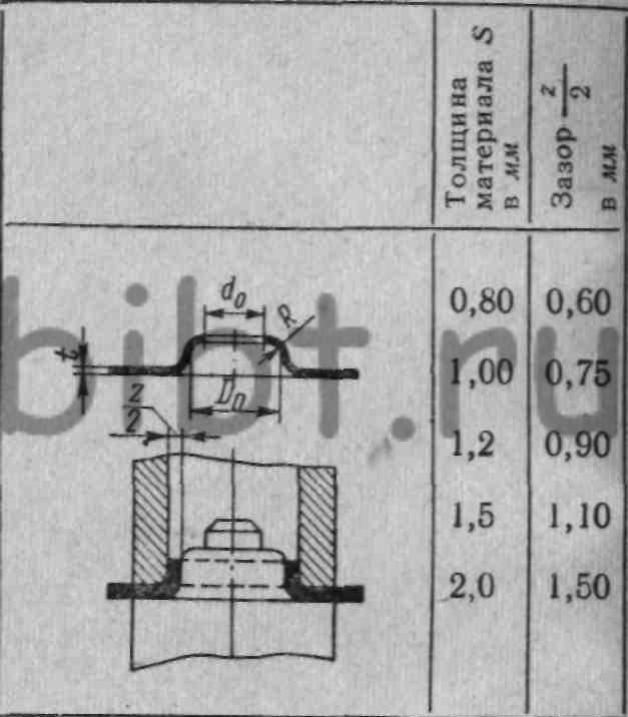
Рис. 88. Схема расчета разбортовки малых отверстий под резьбу (до М5)
Рис. 89. Схема направления пробивки (а) и разбортовки (б):
1 — сторона заусенца, 2 — зона наклепа, образовавшегося при пробивке отверстия
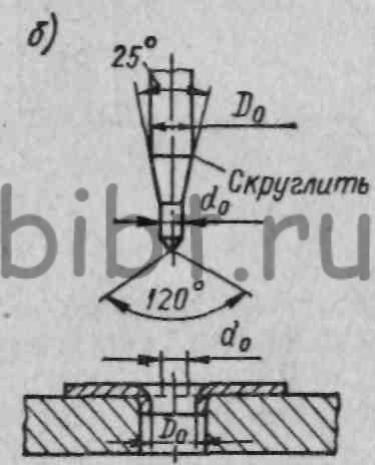
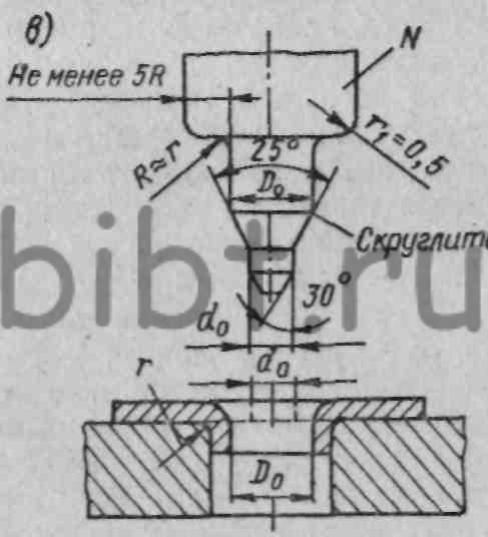
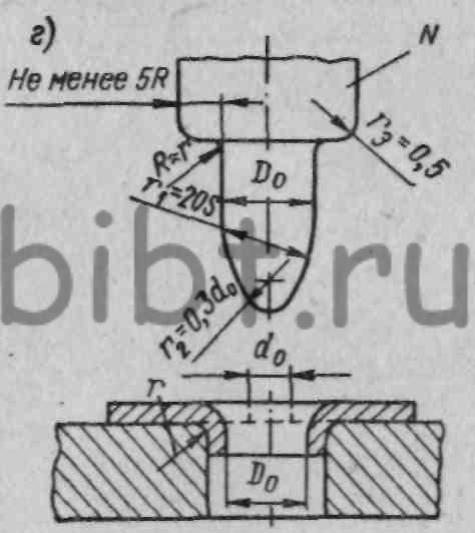
Рис. 90. Формы пуансонов: а — для одновременной пробивки и разбортовки; б—для разбортовки (с ловителем) отверстий диаметром свыше 10 мм; в — для разбортовки отверстий диаметром до 10 мм; г —для разбортовки (без ловителя) отверстий диаметром свыше 10 мм
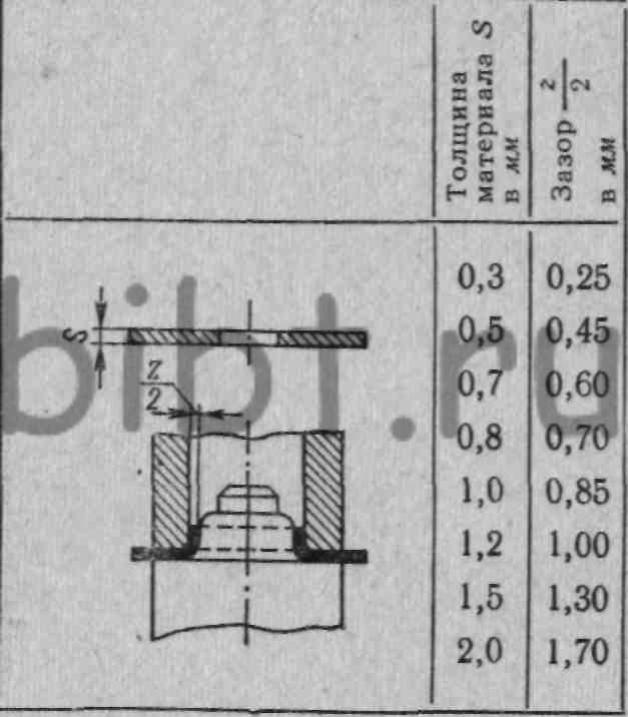
Зазоры между пуансоном и матрицей следует принимать по табл. 73 — для разбортовки из плоской заготовки, по табл. 74 — для разбортовки из предварительно вытянутой заготовки.
Для разбортовки мелких отверстий под резьбу зазор принимают равным 0, 65S.
73. Зазоры для разбортовки из плоской заготовки
74. Зазоры для предварительно вытянутых заготовок