
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
13. Примеры расчетов вытяжных штампов. Пример расчета исполнительных размеров штампа для вытяжки цилиндрической детали.
Расчет вытяжного штампа для цилиндрических деталей. Рассчитать исполнительные размеры штампа для вытяжки колпачка из латуни Л62 (рис. 85, а).
По табл. 55 определяют припуск на обрезку детали после вытяжки: для H/d = 11, 7/14,6 =0,8 и Н = 11, 7 мм ΔH = 1, 7 мм (размеры Н и d принимают по средней линии). Отсюда общая высота детали с учетом припуска равна: Н1 = 12+1,7 = 13, 7 мм.
Определяют диаметр заготовки (рис. 85, б)
![]()
![]()
![]()
Определяют по формуле (115) диаметр детали после первой вытяжки, принимая коэффициент вытяжки первой операции m1 = 0, 54.
d1 = m1Dз = 0, 54*30, 5 = 16, 5 мм.
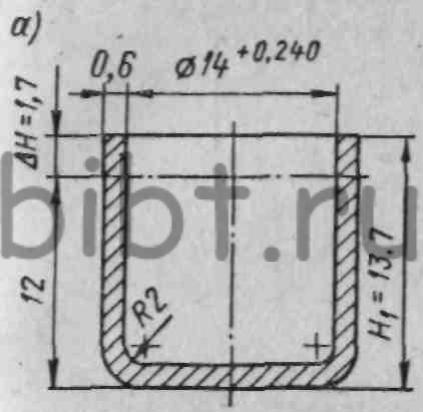
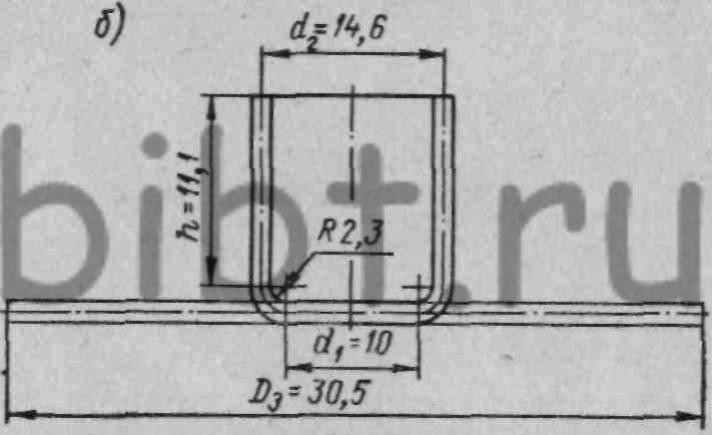
Рис. 85. Пример расчета исполнительных размеров штампа для вытяжки цилиндрической детали (а) и схема расчета диаметра заготовки (б)
Определяют по
формуле (116) коэффициент вытяжки 2-й операции, учитывая что диаметр
готовой детали равен 14, 6 мм (рис. 86):![]() что допустимо.
что допустимо.
Радиусы закруглений детали после первой вытяжки находят по табл. 66: М = 2(Dз — d1) = 2(30, 5 - 16, 5) = 28 мм.
По величине М и толщине материала определяют радиус закругления матрицы: Rм1=Rм2= 2, 2 мм.
Радиус закругления пуансона для первой вытяжки должен быть равен радиусу матрицы, т. е. Rn1= 2,2 мм.
Следовательно, радиус закругления детали после первой вытяжки (по средней линии) равен: R2 = 2, 5 мм.
Радиус закругления пуансона для второй вытяжки соответствует заданному радиусу закругления готовой детали, т. е. R2= 2,3 мм.
Подставляя значения Dз = 30,5 мм, d1 = 16,5 мм, R1, = 2,5 мм, d = 11,5 мм, определяют высоту цилиндрической части первой вытяжки:

На основании полученных коэффициентов вытяжки m1 и m2 определяем по табл. 64 односторонние зазоры между матрицей и пуансоном.
При первом переходе (рис. 86, б) z1 = 1,2S = 1, 2*0, 54 = 0, 65 мм; при втором переходе z2 = S = 0, 54 мм.
Толщину материала берут с учетом допуска Δ = —0, 06 мм.
Исполнительные размеры пуансона и матрицы для первой вытяжки подсчитывают без учета допуска на изготовление детали, т. е.
![]()
Исполнительные размеры пуансона и матрицы для второй вытяжки определяют с учетом допуска на изготовление детали по формулам (174) и (175):
![]()
![]()
Радиус закругления
матрицы: ![]()
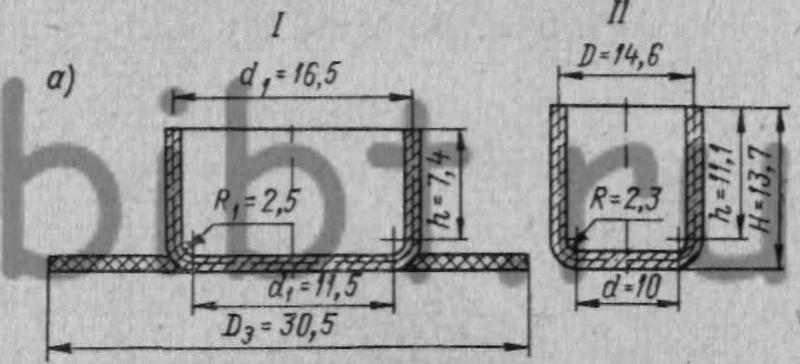
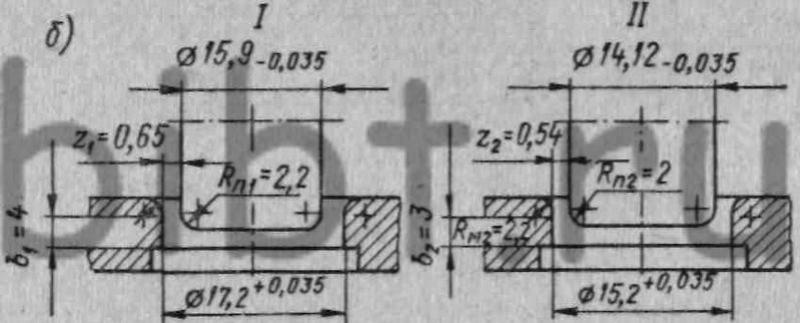
Рис. 86. Технологические эскизы переходов (а) и схемы расчетов исполнительных размеров пуансона и матрицы (б): I первый переход; II второй переход
Радиус закругления пуансона для первой вытяжки: Rn1 = 2,2 мм. Радиус закругления пуансона для второй вытяжки должен соответствовать радиусу закругления готовой детали, т. е. Rn2=2 мм.
Высота пояска b для первого перехода b1=7S ≈ 4мм, для второго b2=5S ≈ 3мм
Проверяют необходимость применения прижима заготовки на первой вытяжке, используя формулу (117).
Прижим необходим, когда D-d=>22S; ; фактически

Следовательно,
первую вытяжку осуществляют с применением прижима. Проверяют
необходимость прижима для второй вытяжки согласно формуле ![]()
Вытяжку осуществляют без прижима.
Усилие вытяжки определяют по формуле (178) для первой и второй вытяжек:
![]()
![]()