
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Глава VII
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ДЕТАЛЕЙ И УЗЛОВ ШТАМПОВ
1. Матрицы штампов. Конструктивные элементы матриц. Формы провального отверстия в матрицах штампов. Примеры конструкций матриц.
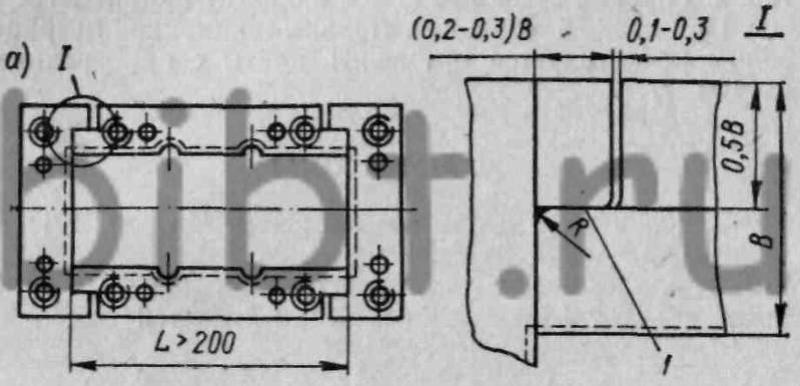
Выбор размеров матриц, расположение крепежных отверстий. Размеры основных конструктивных элементов матриц рекомендуется принимать по табл. 75.
75. Конструктивные элементы матриц
| Эскиз | Конструктивные элементы матриц | Рекомендуемые размеры матриц в мм |
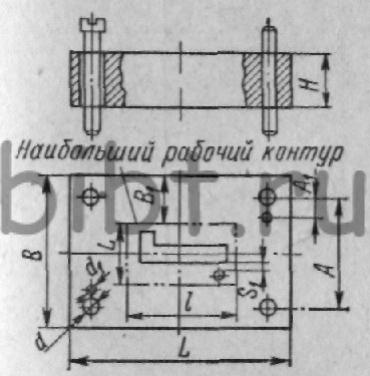 |
Толщина (наименьшая) Н | 7 + S + |
| Расстояние (наименьшее) между краем матрицы и рабочим отверстием В1 | B1 = H | |
| Диаметр отверстий под винты (наименьший) d | d = 6, 5 при L × В до 80×60d= 8, 5 при L×B св. 80×60 (4 отверстия) до 120× 100d = 10, 5 при L×В св. 120×100 до 170×140; d= 12, 5 при L × В св. 170×140 до 300×200 (6 отверстий)d= 16, 5 при L×В св. 300×200 до 600× 300 (8 отверстий) | |
| Диаметр отверстий под штифты | d1 = d- (1-: -2) | |
| Расстояние (наименьшее) между отверстиями под винты и штифты A1 | A1=0, 8d+ (d+d1)/2 | |
| Расстояние от края матрицы до центра крепежного отверстия (наименьшее) (B-A)/ 2 | (B-A)/2 при d <= 8, 5 (B-A)/2 при d>8, 5 | |
| Толщина (наименьшая) стенки между рабочими отверстиями S1 | S1 = 2S, но не менее 1, 5 мм (S — толщина штампуемого материала) |
Примечания:
1. Значение k следует принимать в зависимости от величины σв (в кГ/мм2) штампуемого материала: при σв= 80 k = 1, 3; при σв= 40 k = 1, 0;
при σв =25 k = 0, 8; при σв= 12 к = 0, 6.
-
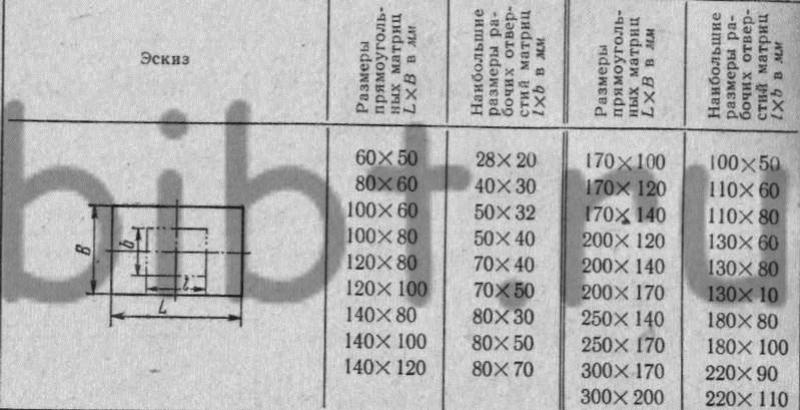
Расчетная толщина матрицы Н округляется до ближайшего значения по следующему ряду: 10; 16; 20; 25; 32; 36; 40 мм. Размеры l × b принимаются по табл. 76.
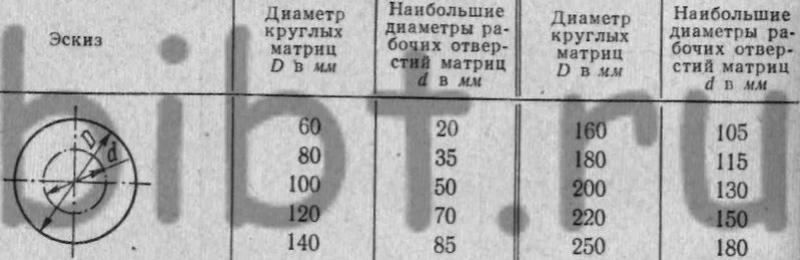
Наибольшие размеры рабочих отверстий матриц в зависимости от их размеров приведены в табл. 76 и 77.
76. Наибольшие
рабочие размеры прямоугольных матриц
77. Наибольшие рабочие размеры круглых матриц
Рабочие профили матриц вырубного (пробивного) штампа. Рабочие профили следует выбирать по табл. 78.
78. Рабочие
профили матриц
Тип профилей отверстий матриц |
Эскиз |
Область применения |
|
I. С цилиндрическим провальным окном |
|
Для пробивки отверстий диаметром до 5—8 мм, а также для вырезки простых контуров, в которых отсутствуют консольно расположенные элементы, ослабляющие сечение матриц. Цилиндрическое провальное окно делают с целью упрощения изготовления штампа |
|
II. С коническим провальным окном |
|
Для матриц, в которых имеются консольно расположенные элементы, ослабляющие сечение и исключающие возможность применения цилиндрического провального окна |
|
III. С увеличенной высотой рабочего кони-ческого отверстия или с конусом по всей высоте |
|
Для матриц повышенной стойкости при небольших размерах деталей и точности не выше 4-го класса (преимущественно для деталей, имеющих форму тела вращения, или при использовании составных матриц) |
|
IV. Со сквозным призматическим окном |
|
Для матриц с обратным выталкиванием детали (преимущественно в штампах совмещенного действия) |
|
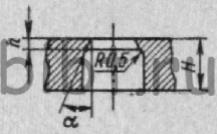
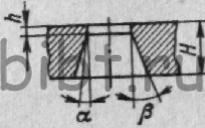
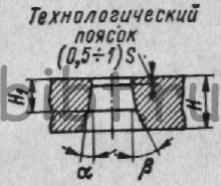

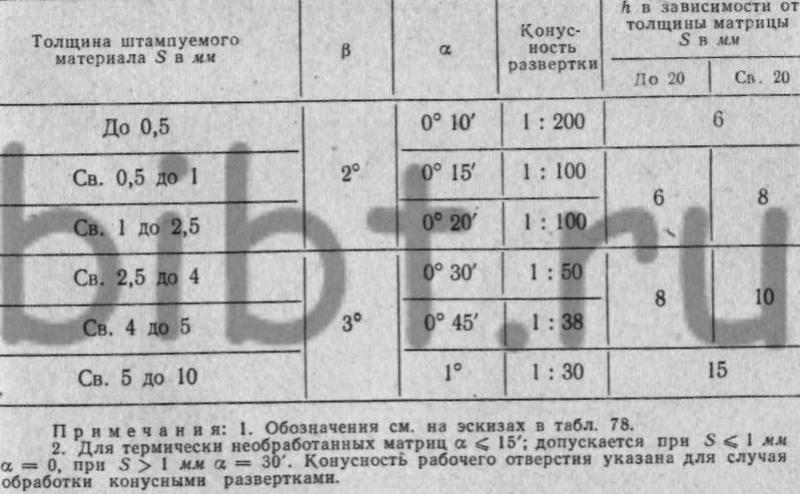
Элементы профиля рабочего отверстия матрицы в зависимости от толщины штампуемого материала выбирают согласно табл. 79.
79. Высота пояска h в матрицах
 ис.
ис.
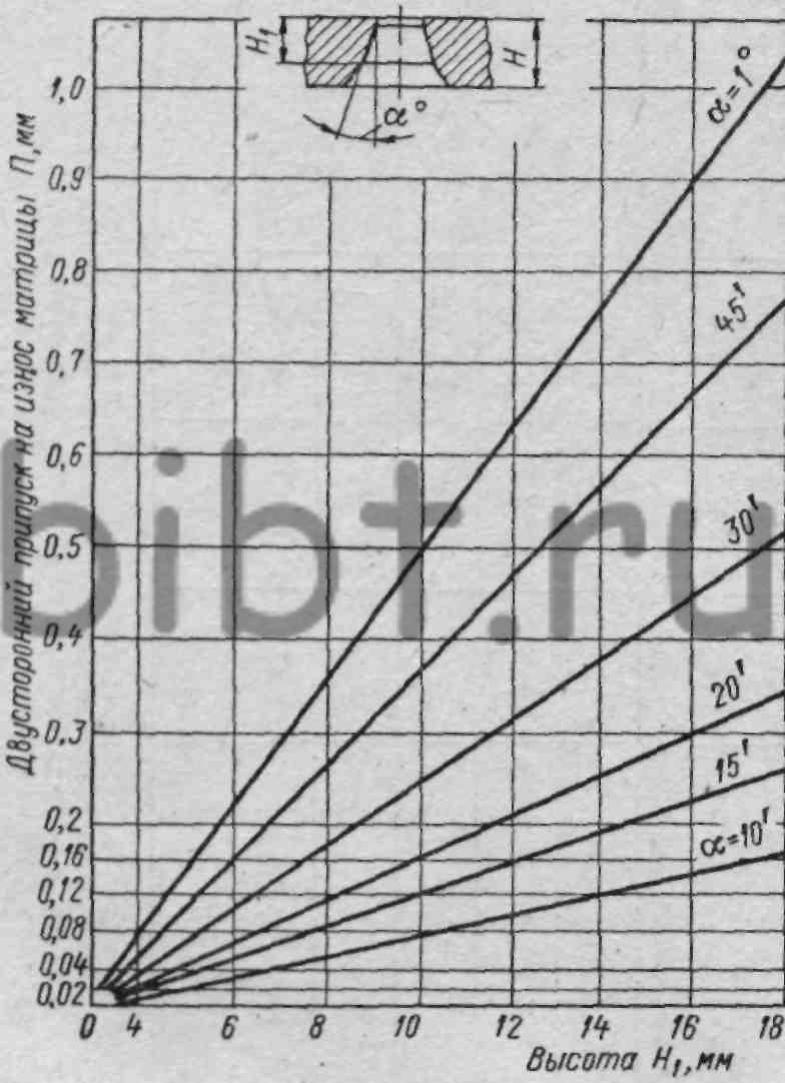
95. Диаграмма для определения высоты рабочего конуса в матрицах типа III
а —для деталей, вписываемых в окружность диаметром 10 мм;
б — для других деталей большего габарита;
в — при наличии острых и прямых углов
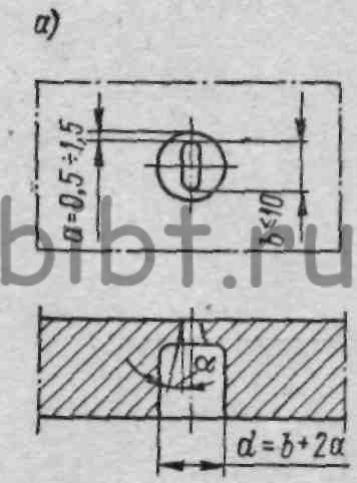
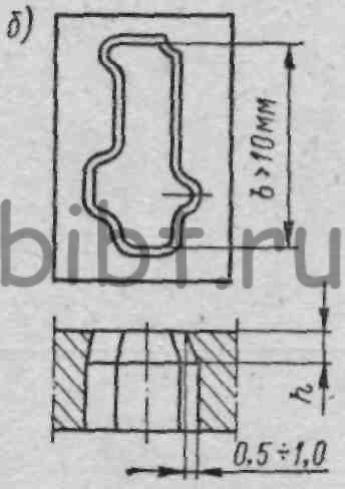
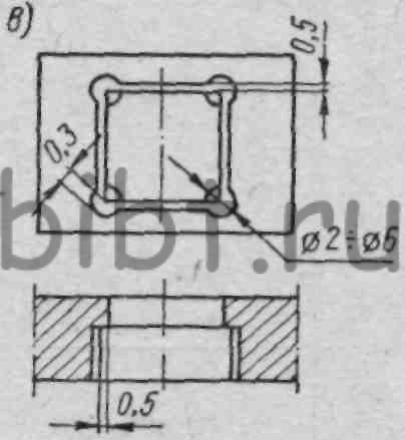
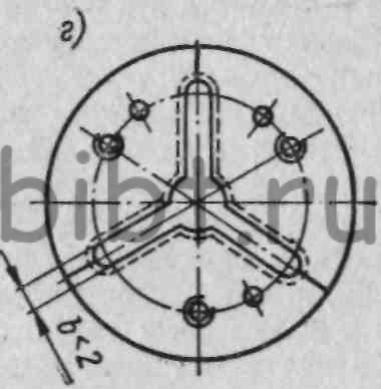
Рис. 96. Формы провального отверстия в матрицах: а —для деталей, вписываемых в окружность диаметром 10 мм; б — для других деталей большего габарита; в — при наличии острых и прямых углов
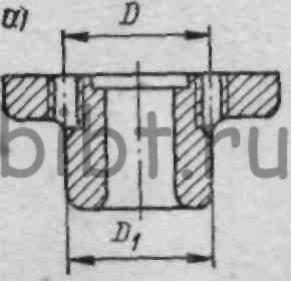
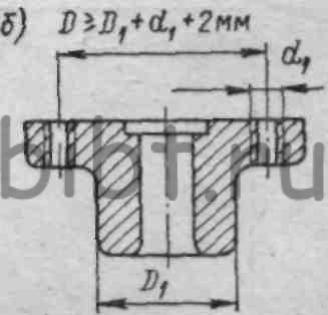
Рис. 97. Пример выполнения отверстий во фланцевых матрицах: а — неправильно; б—правильно
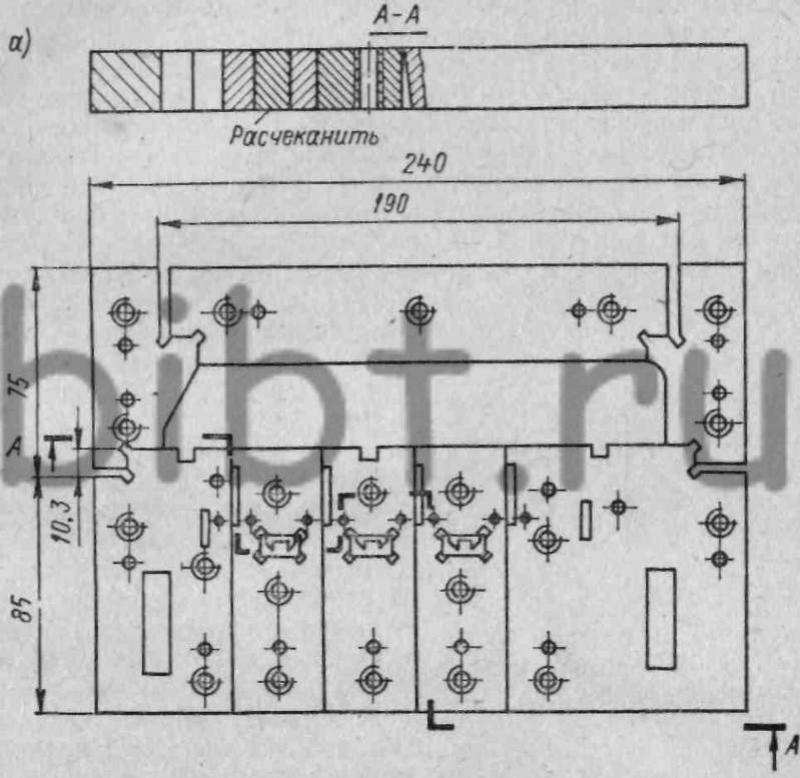
а — комбинированная матрица;
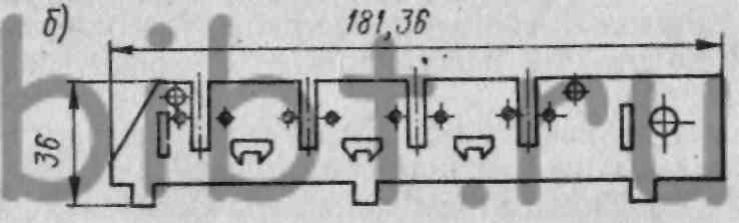
б —
штампуемая на ней деталь;
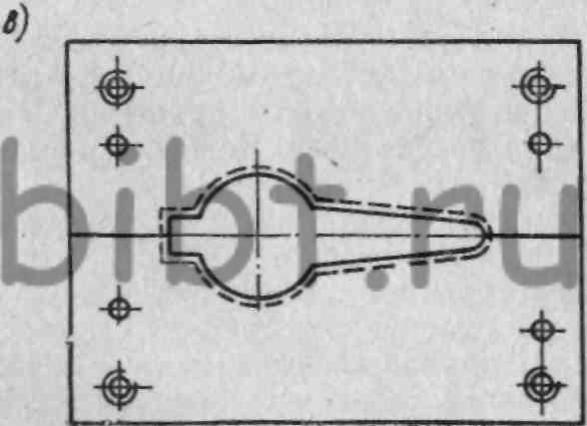
в — двухсекционная матрица;
г — трехсекционная матрица
Рис. 98. Примеры конструкций матриц: а — комбинированная матрица; б — штампуемая на ней деталь; в — двухсекционная матрица; г — трехсекционная матрица
При пробивке нескольких близко расположенных отверстий диаметром D<=5 мм допускается применение матрицы типа II (табл. 78) с коническим провальным окном диаметром до 10 мм. Матрицы типов I и II следует применять только в мелкосерийном и индивидуальном производстве. В матрицах типа IV для штампов совмещенного действия разрешается разделка рабочего окна по размерам выталкивателей и наличие призматического пояска высотой h (табл. 79).
Высоту рабочего конуса Н1 в матрицах типа III выбирают по рис. 95 в зависимости от припуска на износ (табл. 21) и угла а (табл. 79). Если высота матрицы Н < (Н1 + 5) мм, то угол следует выполнять по всей высоте матрицы (H1 = H).
В матрицах и пуансонах-матрицах I и II, а также со сложной формой рабочего отверстия, вписываемой в окружность диаметром 10 мм, провальную часть рабочего отверстия необходимо выполнять круглой формы с размером, большим режущей части на 0, 5—1, 5 мм на сторону (рис. 96, а). В остальных случаях провальную часть следует делать по форме рабочего отверстия с расширением на 0, 5—1 мм на сторону (рис. 96, б). При наличии в рабочем отверстии матрицы или пуансона-матрицы острых или прямых углов провальную часть следует выполнять скругленной (рис. 96, в).
У матриц вытяжных штампов с фланцами для свободного выхода инструмента отверстия необходимо располагать так, чтобы они находились полностью на фланце (рис. 97).
Все сквозные отверстия (под винты, штифты, упоры и т. п. ) в матрицах вытяжных штампов следует располагать вне рабочей зоны вытяжной матрицы. В случае расположения отверстий в рабочей зоне они должны быть выполнены глухими. Применять пробки-заглушки не рекомендуется.
Составные матрицы. Для штамповки деталей сложной конфигурации и больших размеров целесообразно применять составные матрицы, что позволяет быстро заменять отдельные секции по мере их износа; при этом увеличивается стойкость и понижается стоимость штампов.
В зависимости от конфигурации штампуемых деталей матрицы выполняют секционными, сборными (с вкладышами) и комбинированными.
Секционные матрицы составляют из двух и более секций, образующих контур рабочего окна. Примеры исполнения секционных матриц приведены на рис. 98, в, г.
Комбинированные матрицы состоят из двух или более секций, в которые запрессовывается один или более вкладышей, в совокупности образующих контур рабочего окна. Эту конструкцию рекомендуется применять в случае необходимости сочетания секционных матриц со сборными. Конструкция комбинированной матрицы показана на рис. 98, а, б.
Линии стыков в составных матрицах устанавливают с учетом облегчения обработки рабочего окна и возможности одновременной обработки нескольких секций. Количество секций определяется конфигурацией штампуемой детали.
На рис. 98, в, г приведены примеры простых конструкций секционных матриц.
Сборные матрицы состоят обычно из незакаленной обоймы или корпуса основной части матрицы и одного или более закаленных вкладышей. Линии стыка должны проходить через центр дуги, соединяющей две стороны рабочего окна, но не касательно к этой дуге. При сопряжении дуги с прямыми участками рабочего окна линию стыка секций матрицы следует располагать, как показано на рис. 99. Соединение секций составной матрицы должно исключать возможность их смещения в продольном и поперечном направлениях, что достигается соединением «в замок»; врезкой в обойму или плиту; креплением каждой секции винтами и штифтами.
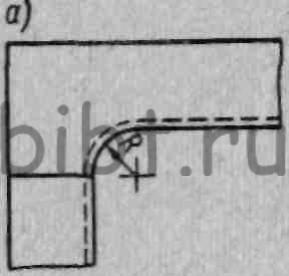
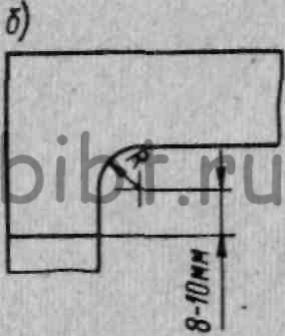
Рис. 99. Выбор линии разъема в составной матрице: а — для вырубных матриц, б — для вытяжных матриц
а — Z-образный замок;
б — П-образный замок;
в —
монтаж матрицы в обойму;
г — монтаж матрицы при помощи приваренных планок
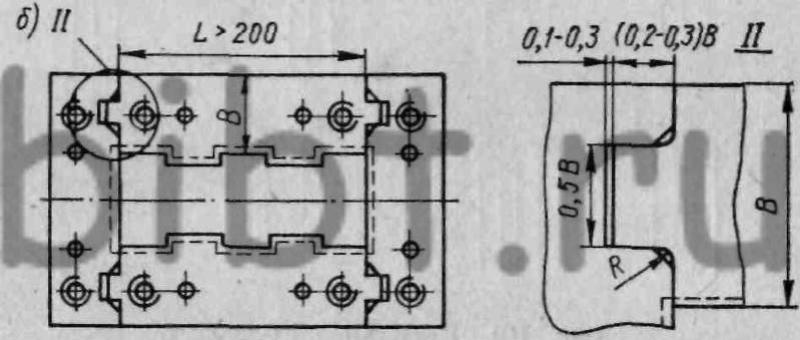
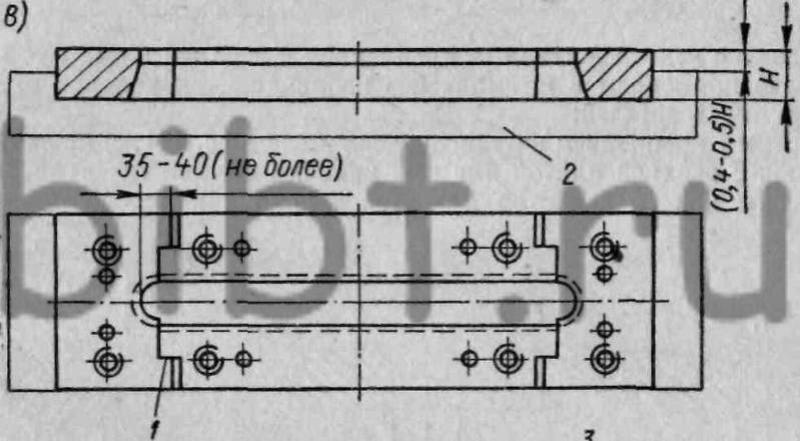
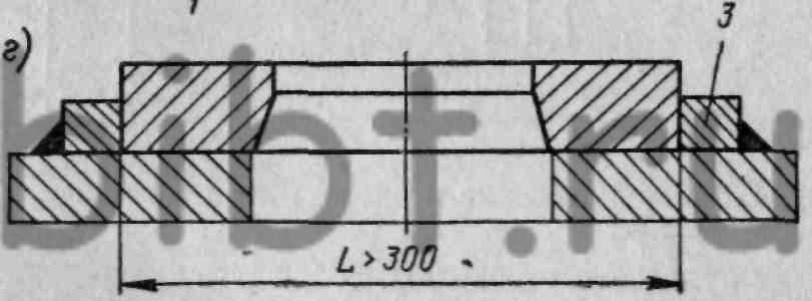
Рис. 100. Сборные матрицы: а — Z-образный замок; б — П-образный замок; в — монтаж матрицы в обойму; г — монтаж матрицы при помощи приваренных планок
1 - площадка замка; 2 - обойма; 3 - опорная планка
Для соединения секций матрицы при усилиях штамповки до 20 Т рекомендуется конструкция Z-образного замка (рис. 100, а). Для соединения секций матрицы при усилии штамповки более 20 Т рекомендуется конструкция П-образного замка (рис. 100, б).
При наличии замка врезка секций в обойму должна осуществляться, как показано на рис. 100, в. Глубина врезки матрицы в обойму принимается равной 0, 6—0, 7 высоты матрицы. При длине наибольшей стороны секционной матрицы свыше 300 мм в качестве обоймы рекомендуется применять плиты с приваренными и опорными планками (рис. 100, г)