| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
5. Направляющие планки штампов. Размеры направляющих планок. Значения зазоров в направляющих планках.
Расстояние (в мм) между направляющими планками (рис. 116)
В1 = (В + z) +δн, (199)
где В — определяют по формуле (57); z — зазор (по табл. 85); δн— допуск на расстояние между направляющими планками назначается по А5 по ОСТ 1015.В табл. 85 приведены величины зазоров между направляющими планками и полосой. Для штампов с шаговыми ножами (рис. 116, а) расстояние между направляющими планками со стороны входа полосы определяют по формуле (199).
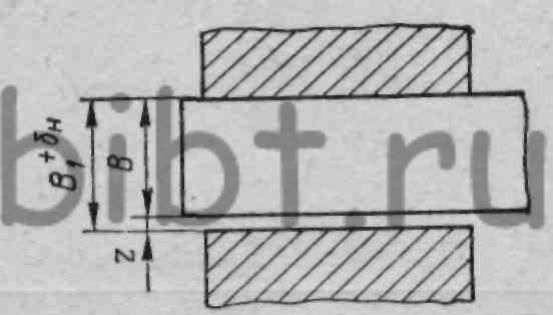
Рис. 115. Размеры направляющих планок для штампов с шаговыми ножами
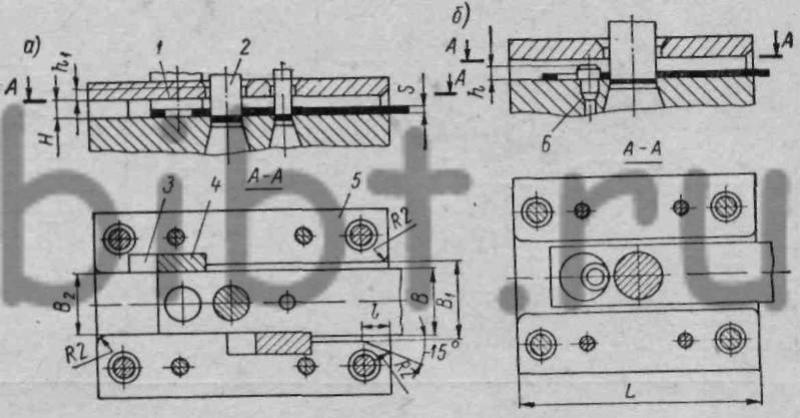
Рис. 116. Расположение в штампах последовательного действия:
а — шаговых ножей; б—направляющих планок и упоров; 1 — съемник: 2 - пуансон; 3—упор ножевой: 4 — нож шаговый: 5 – планка направляющая: 6 — упор неподвижный
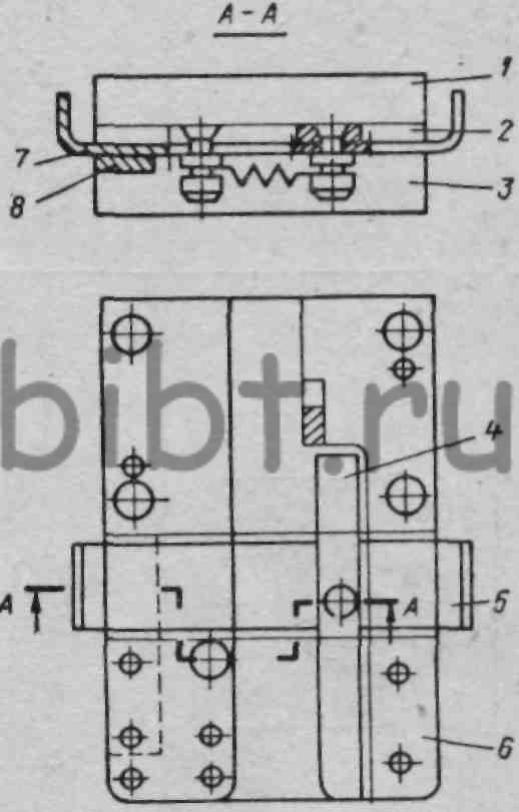
Рис. 117. Устройство для прижима полосы:
1 — съемник; 2 — направляющая планка; 3 — матрица; 4 — планка для прижима полосы; 5 — подвижная планка; 6—лоток; 7 — направляющая планка (удлиненная); 8 — опора подвижной планки
85. Значения
зазоров в направляющих планках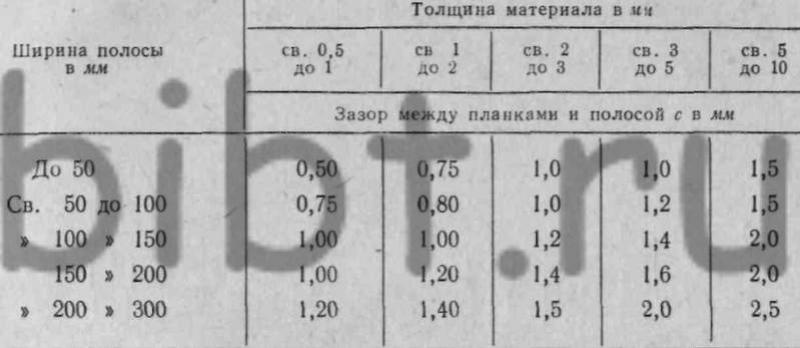
Примечание. При использовании ленточного материала указанные в таблице зазоры следует уменьшать вдвое.
Со стороны выхода полосы расстояние В2 между направляющими планками принимают равным расстоянию между шаговыми ножами.
Допускается увеличение со стороны входа полосы расстояния между направляющими планками (для компенсации уширения полосы).
Радиусы закруглений на рабочих сторонах принимают равными 2 мм, заходный конус - а = 15°; длину выбирают конструктивно.
Для штамповки деталей из тонких материалов рекомендуется делать удлиненные направляющие планки, снабженные устройством для прижима полосы (рис. 117).
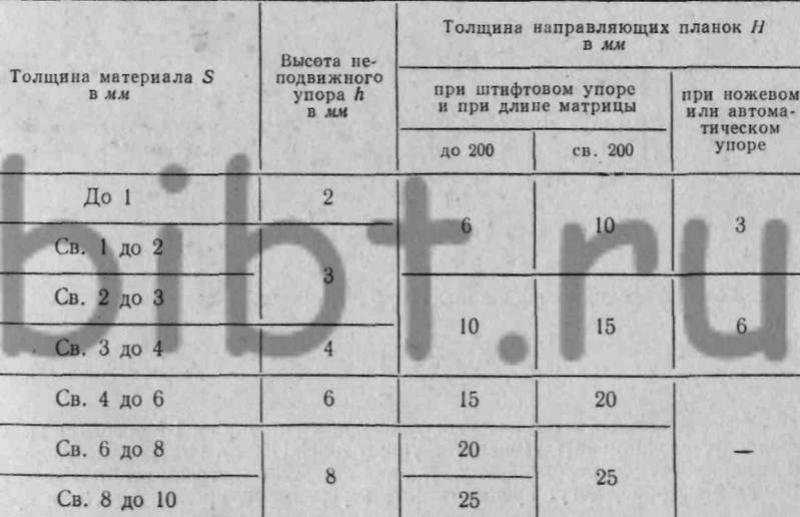
Толщину направляющих планок Н (рис. 116, а) и высоту h рабочей части неподвижного упора (рис. 116, б) выбирают в зависимости от толщины материала, типа подачи и длины матрицы по табл. 86.
86. Параметры упора и направляющих планок