| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
4. Съемники штампов. Максимальные двусторонние зазоры между пуансоном и съемником. Основные типы съемников. Съемники для штампов совмещенного действия и с верхним прижимом.
В зависимости от конструкции штампа,размера пуансона и толщины штампуемого материала съемники вырубных штампов могут предназначаться только для съема отходов полосы с пуансонов либо также и для придания точного направления пуансонам.
Допустимые максимальные двусторонние зазоры между съемником и пуансоном в вырезных штампах приведены в табл. 82.
Точное направление пуансона в съемнике может быть рекомендовано при следующих условиях: в штампах,не имеющих направляющих колонок; в многопуансонных штампах с различными размерами пуансонов; в штампах с малыми поперечными размерами пуансонов при невозможности обеспечения необходимой прочности только за счет усиления; при вырубке тонколистовых (S <= 0,5 мм) и неметаллических материалов в штампе с верхним прижимом.
82. Максимальные двусторонние зазоры между пуансоном и съемником в мм
| Марка штампуемого материала | Толщина штампуемого материала в мм | |||||||||||
| 0,1 | 0,2 | 0,35 | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 2 | 2,5 | 3 | 4 | |
| Медь мягкая M1,M2,М3 |
0,04 | 0,08 | 0,15 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1 | 1,3 | 1,7 |
| Латунь Л62,Л68,мягкая |
0,05 | 0,1 | 0,18 | 0,25 | 0,4 | 0,5 | 0,6 | 0,8 | 1, | 1,3 | 1,6 | 2,2 |
| Латунь ЛС59-1,мягкая |
0,06 | 0,12 | 0,2 | 0,3 | 0,5 | 0,6 | 0,7 | 0,9 | 1,1 | 1,4 | 1,7 | 2,3 |
| Малоуглеродистая и среднеуглеродистая нормализованная сталь марок 10 и 45 |
0,09 | 0,18 | 0,3 | 0,4 | 0,7 | 0,8 | 1 | 1,3 | 1,7 | 2,2 | 2,6 | 3,5 |
| Алюминиевый сплав полунагартованный |
0,14 | 0,3 | 0,5 | 0,7 | 1,1 | 1,4 | 1,7 | 2,1 | 2,9 | 3,6 | 4,3 | 5,8 |
Примечание. Односторонний зазор между отверстием съемника и пуансоном должен быть не более 0,5 ширины перемычки (см. табл. 14).
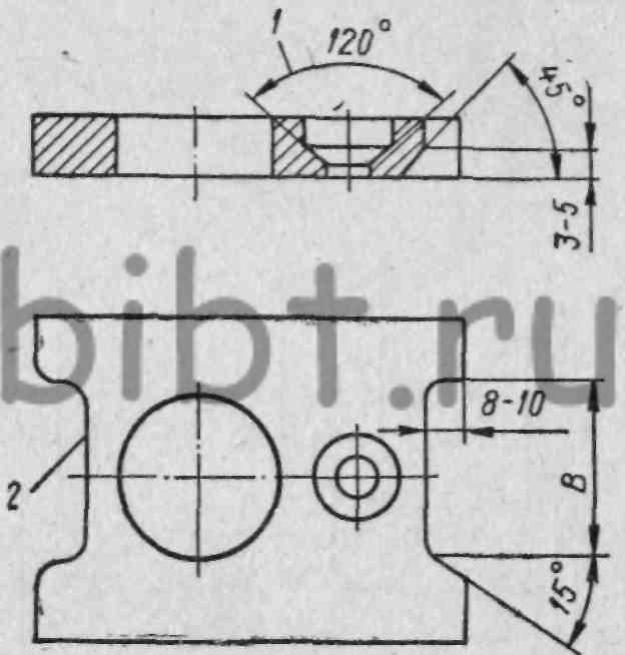
Рис. 111. Пример конструкции неподвижного съемника:
1 — отверстие для ступенчатых пуансонов; 2 — вырез для наблюдения за упором; В — ширина полосы
Неподвижные съемники. Для выхода полосы в съемниках делают вырез (рис 111),причем место выреза выбирают в зависимости от направления подачи полосы. На рисунке также показан профиль отверстий для ступенчатых пуансонов.
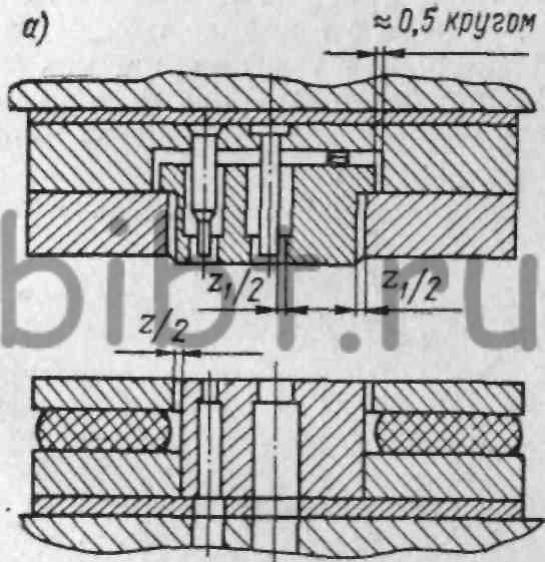
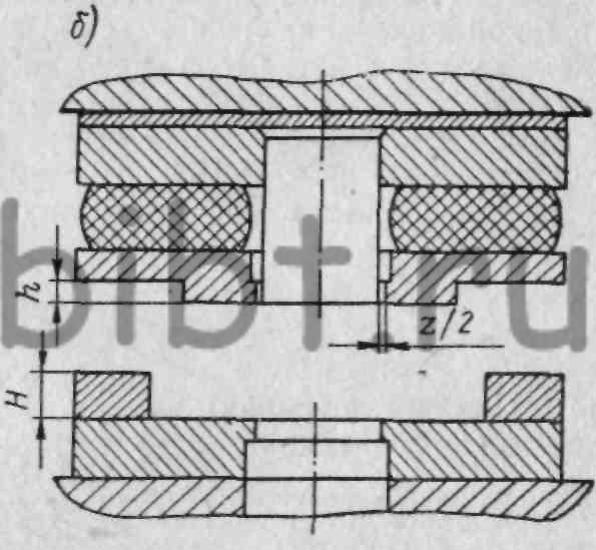
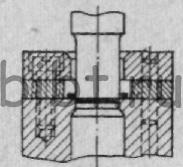
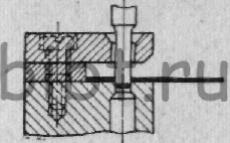
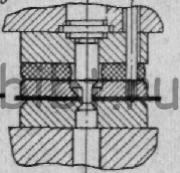
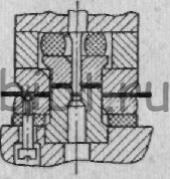
Рис. 112. Съемники для штампа совмещенного действия (а) и для штампа с верхним прижимом (б)
Съемники для штампов совмещенного действия и с верхним прижимом. В штампах совмещенного действия допустимый максимальный зазор z/2 между съемником и пуансоном-матрицей (рис. 112,а) принимают по табл. 82. Максимальный зазор z1/2 между матрицей и выталкивателем, а также между выталкивателем и пуансоном принимают по табл. 18 и 19 с коэффициентом 0,5—0,8 или по табл. 82 в зависимости от требуемой точности направления пуансона.
В штампах с верхним прижимом (рис. 112,б) зазоры между съемником и пуансоном рекомендуется принимать по скользящей посадке 2 или 3-го класса точности,в зависимости от предусмотренной точности сопряжения пуансона и съемника.
Высота уступа прижима h (рис. 112,б) определяется по формуле h= (H — S) — 0,05,(196)
где Н — толщина направляющих планок в мм; S — толщина штампуемого материала в мм.
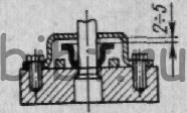
Рис. 113. Схема для расчета длины L ступенчатых винтов
83. Размеры отверстий под ступенчатые винты
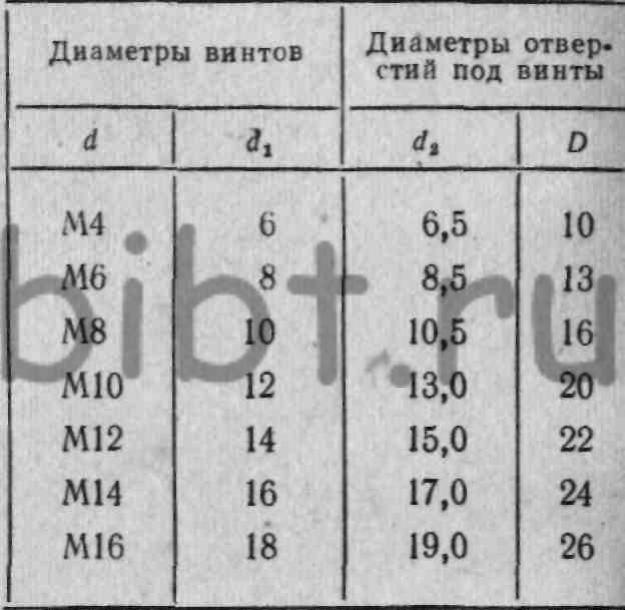
Размеры отверстий в нижней плите и съемнике под ступенчатые винты указаны на рис. 113 и в табл. 83. Глубина Н1 (в мм) отверстия диаметром D в нижней плите под головку ступенчатого винта.
Н1 = Н + h + h2,(197)
где Н — высота головки винта; h — ход съемника; h2 — гарантийный зазор не менее 10 мм.
Длина L (в мм) ступенчатого винта определяется по формуле
L= Hпр+h +h1,(198)
где Нпр — высота сжатой пружины или резиновой прокладки в мм; h1 > 0,5d. Полученная длина L округляется до ближайшего большего значения,принятого стандартами.
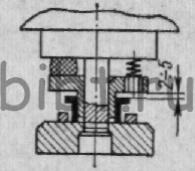
Прижимы (съемники) для вытяжных штампов (рис. 114). Они выполняются из стали такой же марки,что и вытяжные матрицы,и с такой же твердостью.
Все сквозные отверстия (под винты,штифты,упоры и т. п. ) в прижимах (съемниках) вытяжных штампов следует располагать вне рабочей зоны прижима (съемника). При необходимости расположения отверстий в рабочей зоне их следует выполнять глухими. Применять пробки-заглушки не рекомендуется.
Основные типы съемников для разделительных штампов приведены в табл. 84.
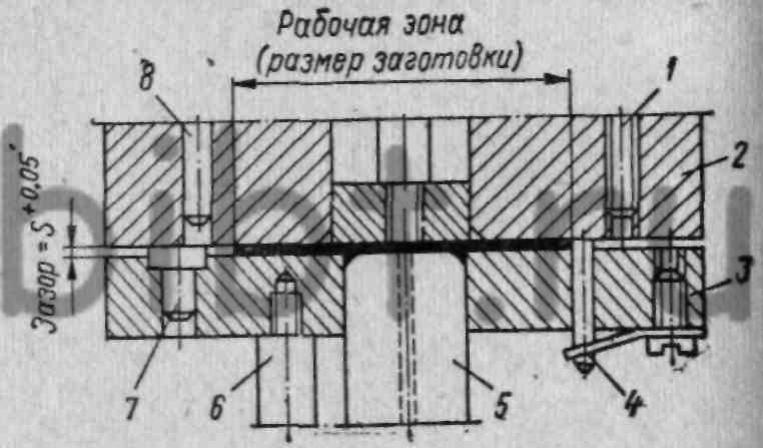
Рис. 114. Прижим (съемник) для вытяжного штампа:
1 — винт; 2 — матрица; 3 — прижим-съемник; 4 - фиксатор утопающий; 5— пуансон; 6 - винт ступенчатый 7 - упор; 8 — штифт
84. Основные типы съемников
Тип съемника |
Эскиз |
Область применения |
Неподвижный закрытый |
|
При вырубке из ленты или полосы толщиной от 0,5 мм и выше |
Неподвижный открытый |
|
При пробивке отверстий в узких,длинных и гнутых деталях |
Подвижный,соприкасающийся с пружинами или резиной |
    |
Для штампов совмещенного действия и с верхним прижимом |
Неподвижный скобообразный |
|
Для съема полых деталей при пробивке отверстий в донышке и т. п. |
Подвижный цилиндрический ступенчатый |
|
Для съема полых цилиндрических деталей при пробивке отверстий в донышке. Одновременно служит фиксатором внутреннего контура |