
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Система координат для станков с ЧПУ.
Работа станка с ЧПУ и программирование обработки тесно связаны с системами координат. Оси координат принимаются расположенными параллельно направляющим станка и позволяют при программировании указывать направления и величины перемещений рабочих органов.
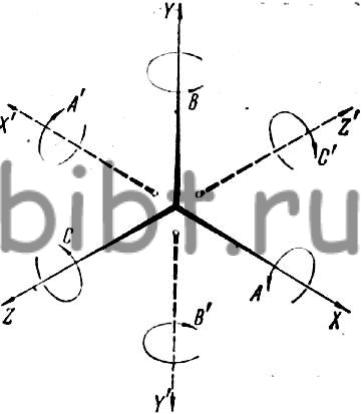
Рис. 1.6. Стандартная система координат в станках с ЧПУ.
В качестве единой системы координат для всех станков с ЧПУ принята правая система, при которой оси X, Y , Z (сплошные линии на рис. 1.6) указывают положительные направления перемещений инструмента относительно неподвижных частей станка. Положительные направления движения заготовки относительно неподвижных частей станка указывают оси X', Y', Z' (пунктирные линии на рис. 1.6), направленные противоположно осям X, Y, Z. Таким образом, положительными всегда являются такие движения, при которых инструмент и заготовка удаляются друг от друга 1.
1 В станках с перемещением рабочих органов в трех взаимно-перпендикулярных направлениях оси часто обозначают X, Y, Z, независимо от того, перемещается заготовка или инструмент.
Круговые перемещения инструмента (например, поворот оси шпинделя фрезерного станка) обозначаются буквами А (вокруг оси X), В (вокруг оси Y), С (вокруг оси Z), а круговые перемещения заготовки (например, управляемый по программе поворот стола на расточном станке)—соответственно буквами А', В', С'. В понятие «круговые перемещения» не входит вращение шпинделя, несущего инструмент, или шпинделя токарного станка.
Кроме рассмотренных используют следующие дополнительные правила распределения осей координат между рабочими органами станков: ось X всегда располагается горизонтально, ось Z совмещается с осью вращения инструмента (на токарных станках — с осью шпинделя).
Для программирования обработки важно, чтобы направление движения каждого рабочего органа станка обозначалось определенной буквой, поскольку она указывает в программе на тот рабочий орган, который необходимо включить. Однако на клавиатуре перфоратора для нанесения информации на перфоленту нет букв со штрихами. Поэтому при обозначении направления перемещения двух рабочих органов вдоль одной прямой используют так называемые вторичные оси: U (вместо X), V (вместо У), W (вместо Z). При трех перемещениях, вдоль одного направления применяются еще и так называемые третичные оси: Р, Q, R. В частности, третичная ось R часто используется в станках при программировании так называемых стандартных циклов для записи исходной координаты перемещения вращающегося инструмента вдоль оси Z в случае обработки ряда одинаковых поверхностей одним инструментом. Вторичные и третичные оси используются также в станках, где число программируемых координат больше трех.
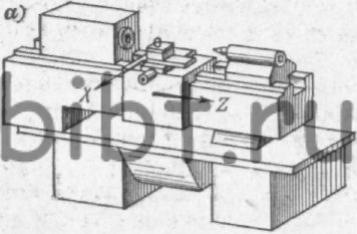
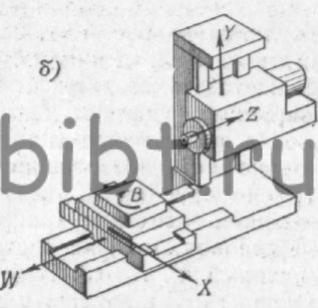
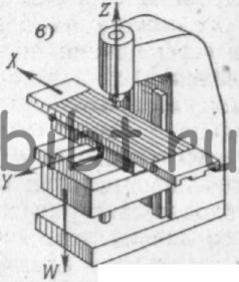
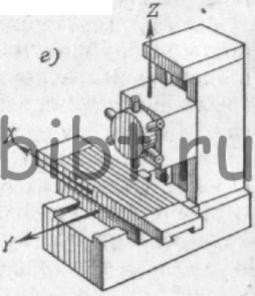
Рис. 1.7. Примеры расположения осей координат на станках с ЧПУ:
а — токарные станки; б — горизонтально-расточные; в — вертикальные консольно-фрезерные; г — сверлильные и вертикальные бесконсольно-фрезерные.
На рис. 1.7 представлены примеры расположения и буквенных обозначений осей координат на различных станках с ЧПУ.