
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Интерполяция и дискретность в современных системах ЧПУ.
Одним из основных узлов контурных УЧПУ является интерполятор — специальное вычислительное устройство, преобразующее записанную на перфоленте или заданную от ЭВМ информацию в управляющие воздействия на двигатели приводов подач с целью обеспечения требуемой траекторий и скорости движения инструмента вдоль заданного контура.
На перфоленте траектория перемещения инструмента относительно заготовки задается значениями координат отдельных точек А, В, С..., которые называются опорными точками (рис. 1.3). Характер движения инструмента между соседними опорными точками определяется видом интерполяции, которую выполняет интерполятор.
В современных системах ЧПУ применяются в основном интерполяторы двух типов: линейные, обеспечивающие перемещение инструмента между соседними опорными точками по прямым линиям, расположенным под любыми углами (рис. 1.3, а), и линейно-круговые, реализующие такой характер управления, при котором инструмент между соседними опорными точками может перемещаться как по прямым линиям, так и по дугам окружностей (рис. 1.3, б).
Для выполнения кругового движения в программе кроме координат опорных точек должны быть заданы координаты центров дуг окружностей. В большинстве современных контурных систем ЧПУ команды на перемещения рабочих органов выдаются дискретно, в виде единичных кратковременных управляющих воздействий — управляющих импульсов. Интерполятор обеспечивает такое распределение поступающих импульсов во времени между приводами подач, при котором инструмент перемещается с максимальным приближением к заданной прямой (при линейной интерполяции) или к дуге окружности (при круговой интерполяции) с определенными шагами движений (см. участки ВС на рис. 1.3). Наименьший контролируемый в процессе управления шаг в перемещении рабочего органа, осуществляемый от одного управляющего импульса, называется дискретностью отработки перемещений (иногда вместо этого термина используют понятие «разрешающая способность СЧПУ»).
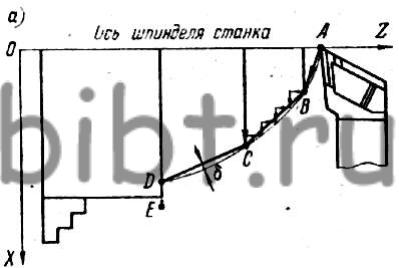
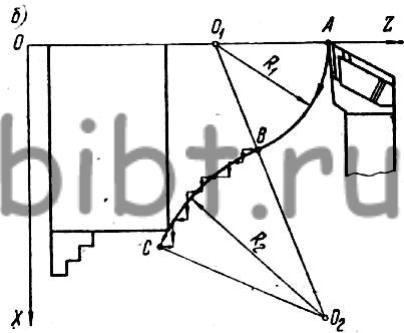
Рис. 1.3. Схема движения инструмента между опорными точками А, В, С, Д, Е при линейной интерполяции (а) и опорными точками А, В, С при круговой интерполяции (б) при токарной обработке.
Дискретность отработки перемещений выражается в миллиметрах на один управляющий импульс, выдаваемый интерполятором. Большинство современных систем ЧПУ имеют дискретность отработки перемещений, равную 0,01 мм/имп. Однако новые СЧПУ, осваиваемые в настоящее время, рассчитаны уже на дискретность 0,001 мм/имп. Выполнение станком требуемых значений дискретности обеспечивается конструкцией УЧПУ, двигателей подач и датчиков обратной связи, а также передаточными отношениями механизмов подач станков.
При разработке программ для станков с линейными интерполяторами криволинейный контур, заданный на чертеже, заменяют ломаной линией (см. линию ABCD на рис. 1.3, а). Такая замена называется аппроксимацией контура. При аппроксимации точки ломаной должны как можно меньше отклоняться от заданного контура. Однако уменьшение этих отклонений приводит к увеличению числа опорных точек, а следовательно, к возрастанию объема вычислений по определению их координат, к увеличению числа кадров на перфоленте. Возрастает общая длина перфоленты, которая может превысить допустимое значение для данного устройства ЧПУ, повышается вероятность возникновения ошибок при чтении перфоленты в процессе обработки и др. На практике число опорных точек принимают минимально допустимым, с тем чтобы их максимальное отклонение от заданного контура не превышало допуска δ на аппроксимацию контура (см. рис. 1.3, а). Этот допуск принимают равным: δ= (0,1—0,3)Δ, где Δ — чертежный допуск на размеры заданного контура.
Программирование для станков с линейно-круговыми интерполяторами более простое, поскольку в кадре программы записываются лишь координаты конечных точек дуги каждого радиуса и координаты центров этих дуг (например, точки В и С и O1 и O2 на рис. 1.3, б).
Однако круговая интерполяция достаточно просто может быть использована только в том случае, если обрабатываемый контур задан участками дуг окружностей известных радиусов. Если же участок не является дугой окружности, то приходится или использовать линейную интерполяцию с аппроксимацией контура ломаной линией, или выполнять аппроксимацию криволинейного контура (например, параболы) участками дуг окружностей. Круговая интерполяция дает наибольшие преимущества при токарной обработке, поскольку контуры осевых сечений тел вращения в подавляющем большинстве случаев очерчиваются дугами окружностей.
В отличие от токарной обработки, при которой обычно программируется траектория движения вершины резца, при фрезеровании, как правило, программируется траектория движения центра фрезы (рис. 1.4).
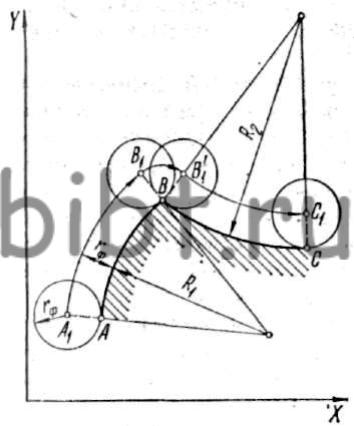
Рис. 1.4. Траектория движения центра фрезы с радиусом rф при формировании контура ABC, состоящего из двух дуг окружностей радиусом R1 и R2 (А1, В1, В1', С1 — опорные точки траектории движения фрезы).
Для обеспечения правильного формирования обрабатываемой поверхности эта траектория строится в виде эквидистантной кривой по отношению к заданному контуру. Эквидистантной называется кривая, все точки которой удалены от заданного контура в направлении по нормали к нему на одно и то же расстояние. При фрезеровании таким расстоянием является радиус фрезы.
Форма и размеры эквидистантной кривой значительно отличаются от контура детали, поэтому программирование для фрезерного станка в общем случае связано с резким увеличением объема вычислений.
Преимуществ от применения круговой интерполяции при фрезеровании меньше, чем при токарной обработке, поскольку многие детали, изготовляемые на фрезерных станках, очерчиваются контурами, составленными из более сложных кривых, чем дуги окружностей. Кроме того, современные линейно-круговые интерполяторы обеспечивают относительное движение инструмента только по окружностям, которые расположены определенным образом: в плоскости стола, в плоскости, перпендикулярной направлению продольной подачи стола, и в плоскости, перпендикулярной направлению поперечной подачи стола. Это не позволяет рационально аппроксимировать сложные фасонные поверхности дугами окружностей. Поэтому на фрезерных станках с ЧПУ наиболее широко используется более простая и универсальная линейная интерполяция, при которой инструмент перемещается в пространстве по прямой линии, например из точки М в точку N (рис. 1.5).
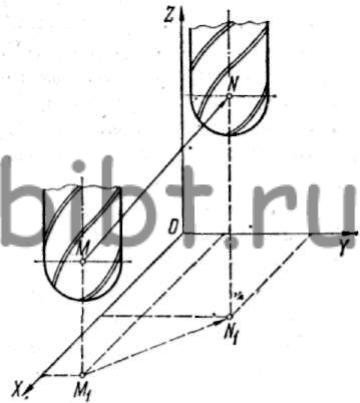
Рис. 1.5. Траектория перемещения концевой сферической фрезы из опорной точки М в опорную точку N при линейной интерполяции с одновременным управлением по трем координатам.
Все интерполяторы обладают важным технологическим свойством: при линейной интерполяции они поддерживают заданную контурную скорость движения инструмента (подачу) в промежутке между соседними опорными точками неизменной. Это обеспечивается постоянством частоты выдачи управляющих импульсов, которые интерполятор формирует в соответствии с информацией о величине подачи, записанной в кадре управляющей программы. При необходимости в автоматическом режиме подача может быть в любой опорной точке изменена на другую, более рациональную. Если подачу надо изменить в промежутке между основными опорными точками, назначают промежуточные опорные точки.
При круговой интерполяции указанное постоянство частоты выдачи управляющих импульсов приводит к некоторой неравномерности подачи вдоль дуги окружности.